
溶接にはさまざまな用語があります。溶接のことを調べる際に多くの溶接専門用語があり困惑される方も多いと思います。溶接専門用語を解説します。
溶接専門用語 あ行
溶接専門用語「あ」
❚ アーク (arc)
2つの電極に電圧をかけていき電流を発生させます。電流が強い光と高熱を発生する「弧状の光」をアークといいます。このアーク熱を熱源として利用する溶接方法が「アーク溶接」になります。
アーク溶接について詳しくはこちら
❚ アンダーカット
溶接ビード側面が溶接母材の表面よりも掘られてしまっている状態です。一般的にアーク溶接などで溶接棒の保持角度、溶接速度の不適当、電流の高すぎなどが原因で発生することが多いです。
❚ 圧接 (あっせつ)
母材になる金属の接合部分を摩擦などによって加熱し続け、圧力を加えて接合することを「圧接」といい、加圧溶接の略で「固相接合」ともいわれます。圧接は、接合部(溶接継手)に機械的圧力を加えることで溶接する溶接法の総称です。
圧接について詳しくはこちら
溶接専門用語「い」
❚ イナートガスアーク溶接
Ar、He若しくはその混合物のイナートガス又はこれらに少量の不活性ガスを添加して、シールドガスとして用いて行うアーク溶接。
溶接専門用語「う」
❚ ウィービング
アーク溶接などで、溶接線に対してトーチをほぼ直角に動かしながら進む溶接方法で、少ないパスで多くの溶着金属を盛ることができることが特徴です。
❚ 裏波ビード
裏波溶接とは、溶接面だけでなく溶接面の裏側にもビードを出したい時に使用される溶接方法です。
溶接専門用語「お」
❚ オーバラップ
溶接金属が止端で母材に融合しないで重なった部分のことを言います。
溶接専門用語 か行
溶接専門用語「か」
❚ 開先
グルーブとも言い、溶接の際に必要な溶け込みを得るために、溶接前に溶接継手に設けられる溝状のくぼみです。溶接作業を容易にし、または溶接継手の性能を向上させるために設けます。
❚ ガス切断
ガスの炎で加熱して行う溶接の際に、金属と酸素の急激な化学反応を利用して行う切断のことを指します。
溶接専門用語「き」
❚ 逆火
読み方は、「ぎゃっか」と読みます。別の言い方でバックファイヤとも呼びます。これはガス溶接の際に使用する炎が、バーナー内に入り込み逆行してしまう現象です。この現象で、溶接の炎が消えてしまうこともあります。
ガスを扱う溶接について詳しくはこちら
溶接専門用語「く」
❚ クレータ
アーク溶接をした際にビードの流れの執着地点に出来るくぼみのことや、溶接中に一部アークカなどによってできてしまうくぼみ部分をクレータと呼びます。
❚ 黒皮
ミルスケールとも呼ばれることもありますが、高温な空気の中で真っ赤に焼けた状態で空気中に晒され続けた結果、厚く成長した酸化物の層を黒皮と呼びます。
溶接専門用語「こ」
❚ 高圧ガス容器
液化ガスなどの高圧ガスを入れておく金属製容器で、高圧ガス保安法という法律にのっとった構造物です。
溶接専門用語 さ行
溶接専門用語「さ」
❚ 残留応力
残留応力とは、溶接部材に残っている応力のことを指します。アーク溶接の場合アークの熱源で局所加熱後、加熱していない金属箇所の熱伝導などで冷却されていきます。溶接加熱箇所狭い領域であるため、加熱膨張後に周辺金属の冷却によって圧縮されることでひずみを起こすことで引張応力が発生します。このことを残留応力と呼んでいます。
❚ サーフェシング
肉盛溶接、溶射などのように、母材表面に金属を溶着させる方法です。
溶接専門用語「し」
❚ シールドガス
溶接中に起きる溶融金属が酸化することを防ぐ目的で大気遮断をするために使用されているガスをシールドガスと呼びます。おもにガス溶接を行う際に取り入れられるガスになります。
❚ ジュール熱
導体を電流が流れるとき、電気抵抗によって導体内に発生する熱
ガスを扱う溶接について詳しくはこちら
溶接専門用語「す」
❚ すみ肉
直交する2つの面を溶接する溶接継手で、それらをまたぐ箇所に三角形の断面をもった溶着金属を付けて接合します。
❚ スパッタ
金属の表面に高いエネルギーで粒子を当てると、表面から原子が飛び出す金属粒のことです。アーク溶接時に、不安定なアークほどスパッタは多くなります。このスパッタが多いと溶接作業を著しく困難にします。
アーク溶接について詳しくはこちら
溶接専門用語 た行
溶接専門用語「て」
❚ ティグ溶接(TIG溶接)
ティグ溶接(TIG溶接)はTungsten Inert Gas(タングステン不活性ガス溶接)の略で、電気を用いた「アーク溶接」のひとつです。溶接のイメージで、火花が飛び散ると答える方が多いと思いますが、ティグ溶接(TIG溶接)火花は飛び散らすことなく、鉄鋼やステンレス鋼のほか、アルミニウム合金やマグネシウム合金など、ほぼすべての金属を溶接することが出来る溶接方法です。また、さまざまな溶接手法の中でも溶接仕上がりが美しく、細かい部分の溶接も可能です。
ティグ溶接(TIG溶接)について詳しくはこちら
溶接専門用語 な行
溶接専門用語「な」
❚ なめ付け溶接(共付け溶接)
TIG溶接で、溶接棒を使わず母材同士を溶融させて接合させる溶接方法です。ただし、溶接棒を追加しないで、母材だけで部品を接合するので、溶接継手に隙間がある場合には使用できません。
溶接専門用語「に」
❚ ニッケル当量
ニッケルの当量のことを指します。Ni(ニッケル) と同等効果を表すオーステナイト生成元素の指数を表したもののことです。ニッケルと同等の効果を表すオーステナイト生成元素の指数を表したもののことです。
溶接専門用語「ね」
❚ 熱影響部
溶接時の入熱で、溶融していないが微細構造や特性が変化した母材の領域です。
溶接専門用語 は行
溶接専門用語「は」
❚ バタリング
母材がほぼ同じ面内の溶接継手となる突き合わせ溶接を行う際に、突合せ溶接継手の開先面にサーフェシングを行うことをいいます。
❚ パス
さまざまある溶接のなかで、溶接継手に沿って行う1回の溶接操作のことを指します。
溶接専門用語「ひ」
❚ ビード
溶接の際に接合面に出来た盛り上がり部分を指します。
❚ 溶接ヒューム
特定化学物質で、アーク溶接の際にアークから発生する熱で金属が溶けた後、蒸気に変わって大気中に放出され、蒸気が空気中で急激に冷やされて酸化し、金属のとても小さな粒子に変化したものです。
❚ ピーニング
特殊なハンマーで溶接部を連続打撃し、表面層に塑性変形を与える操作のことです。
溶接専門用語「ふ」
❚ ブロック法
多層盛溶接のにおいて、1ブロックごとにビードを完成していく溶着法のことで、主に厚板の溶接に用いられます。
❚ フラックス
母材の表面を洗浄、活性化し、溶加材の流動性を向上させるための材料
溶接専門用語「ほ」
❚ 母材
溶接をする際に溶加材を使用する場合、その溶接に使用する材料のことを指します。
溶接の加工実績
真空バルブのTIG溶接
融点3380℃と金属の中で最も高融点のタングステンまたはタングステン合金を電極とし使用
オールステンレス製の溶接
青のビニールテープの箇所はSUS430、それ以外の部分にはSUS304の複合製品です。

ブラケットのTIG溶接
溶接後の反り・歪みと角を溶かさないように気をつけ、ビードも綺麗に出ています。

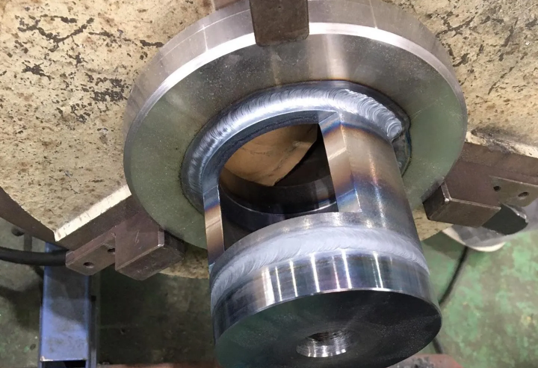
大型バルブのTIG溶接
ピンホールができないように注意を払うことがポイントです。

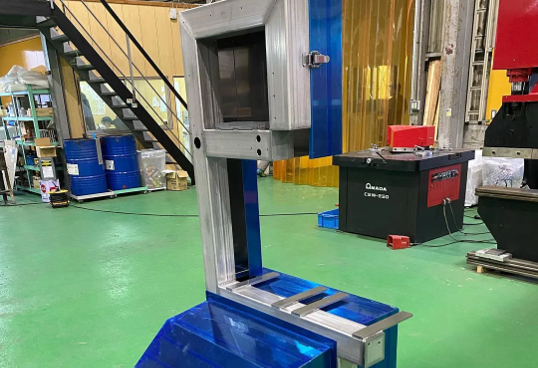
検査用架台の溶接
材料取りと溶接時の歪み、反りに注意しながらの取り付けに配慮。

ステンレスラックの溶接
スペースが限られる為、サイズを確認して寸法しました。
その他オススメしている溶接コンテンツ
-
![溶接のプロ集団 | 株式会社 無双[大阪]](https://musou-welding.com/wp/wp-content/uploads/2020/11/sliderPhoto_02-150x150.jpg)
-
溶接手法の1つ「アーク溶接」とは?
溶接の加工法は、大きく分けて「融接」「圧接」「ろう接」の3つに分けられます。この「融接」の中にも、アーク溶接、電子ビーム溶接、レーザー溶接、プラズマアーク溶接などがありますが、その中でも主流になるのが「アーク溶接」です。
続きを見る
-
-
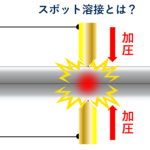
スポット溶接とは
スポット溶接(Spot Welding)は、主に金属の薄板を接合するための抵抗溶接の一種です。この溶接方法は、金属板の表面に電極を押し当て、電流を流して金属を加熱し、その後急冷することで接合を行います ...
続きを見る
グループ会社のご紹介

不二新製作所
私たち株式会社 不二新製作所が得意とするのは、ガンドリルマシン・BTAマシンによる深穴加工・細穴加工です。ガンドリルマシン・BTAマシン・CNC複合旋盤・マシニングセンターを複数台設置、徹底した工程の効率化と高度化を図り、国内だけでなく、世界中から寄せられる様々な深穴加工・細孔加工を始めとしたニーズにお応えしています。
お問い合わせはこちら
溶接案件ご依頼の流れ

ご依頼の流れ
私たち株式会社 不二新製作所が得意とするのは、ガンドリルマシン・BTAマシンによる深穴加工・細穴加工です。ガンドリルマシン・BTAマシン・CNC複合旋盤・マシニングセンターを複数台設置、徹底した工程の効率化と高度化を図り、国内だけでなく、世界中から寄せられる様々な深穴加工・細孔加工を始めとしたニーズにお応えしています。
