
情報技術
溶接とは
溶接のはじまり
紀元前3000年頃
ヨーロッパで青銅器の遺物から鍛接、リベット、ろう付けなどの加工痕が発見
紀元前2500年頃
中国の三星堆遺跡で、最古級の青銅器が含まれており、溶加材を流し込む鋳掛け溶接が実在していた
紀元前1350年頃
ツタンカーメンの棺の中からは、鍛接した装飾品が発見
紀元前3年頃
日本で鉄器が発見。鉄の接合技術が伝わったと言われている
溶接とは
材料に熱や圧力を加えて異なる材料を接合し一体化させる加工方法です。必要に応じ、溶かして接合に使用する材料「溶加材」を使って接合する加工も含みます。溶接加工法は60種類以上と多種ありますが、大きく分類すると、「融接」「圧接」「ろう接」の3つに分けられます。現代では、融接の「アーク溶接」と圧接の「スポット溶接(抵抗溶接)」が、主流となっています。
溶接法分類
融接(溶融溶接)とは
融接は、溶接の中でもよく使われている一般的な溶接方法です。具体的な溶接方法については、被溶接材料(母材)に熱を加えて、溶かして部材を接合する溶接法です。イメージしやすいのが、火花を散らし行う溶接がまさにこの融接です。
具体的な融接の種類や方法は、各種溶接方法によって異なりますが、もっとも基本的な溶接は「アーク溶接」が有名で、物体を熱して溶かし、冷却して結合させる溶接です。
融接の溶接法例
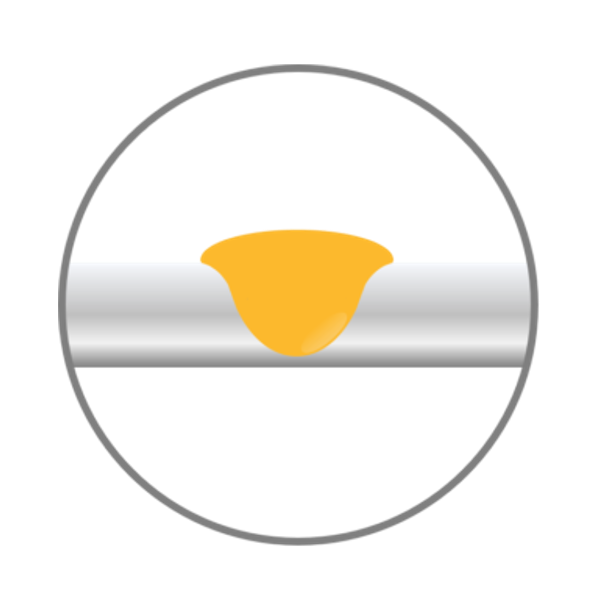
アーク溶接
アーク溶接は、溶接する母材と電極棒にアーク放電を発生させ、生じる高温を利用した溶接法です。アーク放電(Ark Discharge)とは、2つの離れた電極に電圧をかけ続けることで、2つの電極間に電流が発生することで、強い弧状の光が発生することから名づけられています。
溶接で使用されるアーク放電は、高いものでは2万度に達するものもあり、多くの種類の母材に対応することから、多くの産業分野で広く用いられています。
2種類のアーク溶接
非溶融電極式

ガスシールドアーク溶接を含む「アーク溶接」は、溶接棒またはワイヤが溶けけない形式
■ TIGティグ溶接
■ プラズマ溶接など
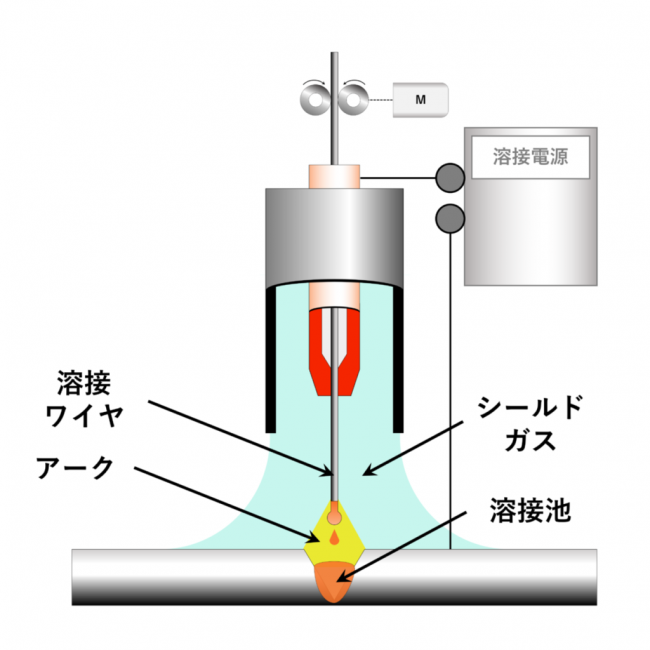
溶融電極式

ガスシールドアーク溶接を含む「アーク溶接」は、溶接棒またはワイヤが溶ける形式
■ MAGマグ溶接
■ MIGミグ溶接など
関連記事

レーザー溶接
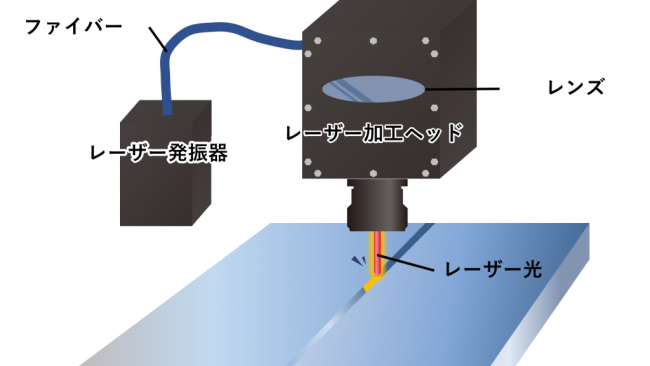
レーザー溶接とは、レーザー加工機を使いレーザー光を発射させて溶接する溶接手法です。ほかの加工に比べて比較的強いレーザー光を照射することが特徴的で、この強い熱源を用いて母材を溶かし接合する技術です。また、レーザー光の照射範囲は、アーク溶接のアークと比較すると極めて小さな焦点になるため、融点の異なる溶接材料の接合が可能です。
■ 電子ビーム溶接
■ プラズマアーク溶接
圧接(加圧溶接)の溶接法例
金属の接合部分を摩擦で加熱し、圧力を加えて接合することを圧接といいます。圧接は、接合部(溶接継手)に機械的圧力を加えることで溶接する溶接法の総称です。
硬い金属製部材に使用されることが多いです。圧接する材料を適切に加熱し、材料表面が融解しやすくし、圧力をかけます。この圧力で密着し、溶け合います。
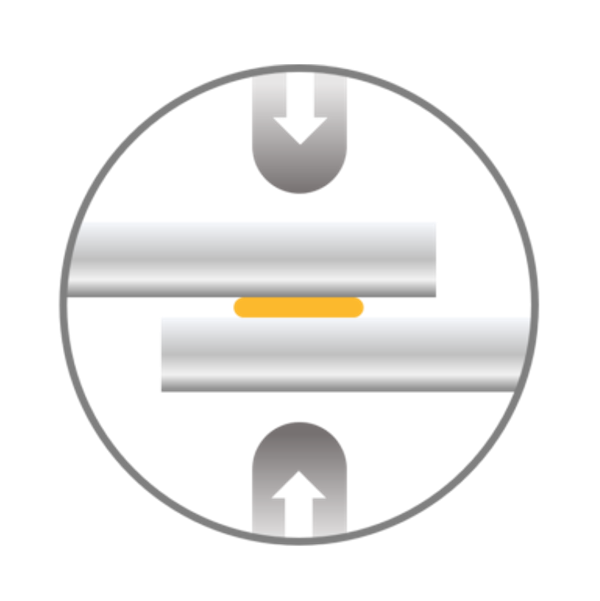
スポット溶接
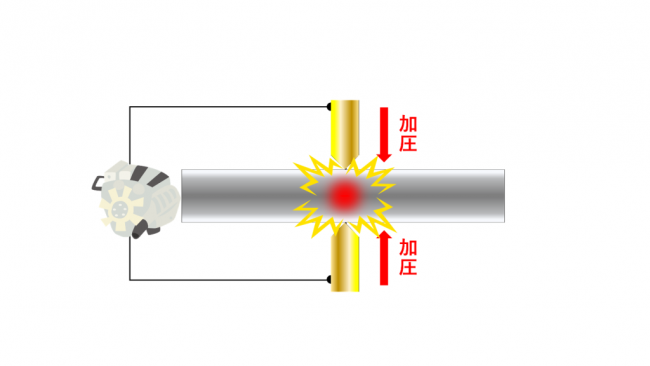
2枚の母材を2つの水冷された電極棒で挟み込み、大きな電流を流すことで生まれる抵抗熱を用いて溶接する溶接手法です。薄い板同士の溶接に適しており、3枚以上の板金を2,3秒で溶接することも可能です。このように生産性が高い点や、ほかの溶接と比べると簡単に溶接することが出来る点もあり、自動車を製造する際の車体にも、このスポット溶接が使われています。
シーム溶接
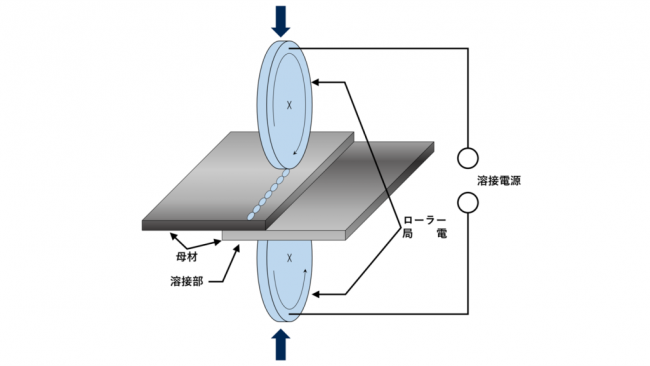
2枚の円板を用いて、線状に溶接する方法です。特徴としては気密性が高く電子部品や、燃料タンクなど気密性が必要な製品によく使われる溶接手法です。真空シーム溶接装置という装置を使い真空中でローラー電極によって気密封止することができます。点状で繋げ連続した一直線の溶接線を作る溶接方法なので、スポット溶接に当たります。
その他の融接における溶接方法
■ プロジェクション溶接
融接(溶融溶接)
被溶接材料(母材)を溶融せずに、溶加材を溶かし接着剤として接合する溶接の一種です。溶接材が鑞(ろう)の為「ろう接」と呼ばれる。溶加材の融点によって硬ろうと軟ろうに分けられます。
一般的には、材料を高温に加熱して溶かし、溶融した状態で冷却して接合します。
その他の融接における溶接方法
■ 硬ろう付け
■軟ろう付け(はんだ付け)
溶接の加工実績

真空バルブのTIG溶接
融点3380℃と金属の中で最も高融点のタングステンまたはタングステン合金を電極とし使用
オールステンレス製の溶接
青のビニールテープの箇所はSUS430、それ以外の部分にはSUS304の複合製品です。

ブラケットのTIG溶接
溶接後の反り・歪みと角を溶かさないように気をつけ、ビードも綺麗に出ています。

大型バルブのTIG溶接
ピンホールができないように注意を払うことがポイントです。

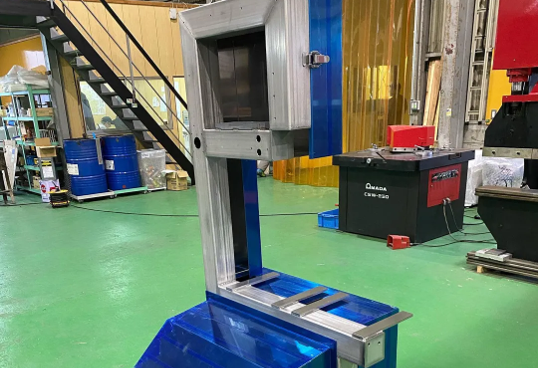
検査用架台の溶接
材料取りと溶接時の歪み、反りに注意しながらの取り付けに配慮。
.png)
ステンレスラックの溶接
スペースが限られる為、サイズを確認して寸法しました。



