

溶接というと激しい火花を散らし作業している姿をイメージする方が多いと思います。この溶接を仕事にするためには、危険を伴う作業であるために、正しい技術と知識が必要でそれに伴う資格が必要になります。しかし、『溶接』と一言言っても、溶接の種類はかなりたくさんありやり方も溶接によって大きく異なります。そのため、溶接資格は異なる溶接別に国家資格や民間資格も含めて様々あります。
溶接の資格その1『アーク溶接作業者』
溶接のお仕事をする場合、この「アーク溶接作業者」の資格は一番最初に取るといいと思います。いろいろある溶接の資格の中でもベースになる溶接資格の一つです。よく溶接というとイメージとして出てきやすい、火花が飛び散る溶接(アーク放電)がアーク溶接に当てはまります。アーク放電という言葉の通り、アーク溶接による溶接手法は電気を用い炎を出す溶接で、電気溶接とも呼ばれたりします。この放電による炎の温度は4000度にも達するため、十分な注意と知識が必要になります。
「アーク溶接作業者」の資格取得方法について
4000度にも達するアーク溶接であるため、溶接資格取得は難しいと感じる方もいると思いますが、2日間で11時間の学科講習と1日で10時間の実技講習受講をすると資取得が可能です。資格取得の条件は18歳以上です。
アーク溶接について詳しくはこちら
-
![溶接のプロ集団 | 株式会社 無双[大阪]](https://musou-welding.com/wp/wp-content/uploads/2020/11/sliderPhoto_02-150x150.jpg)
-
溶接手法の1つ「アーク溶接」とは?
溶接の加工法は、大きく分けて「融接」「圧接」「ろう接」の3つに分けられます。この「融接」の中にも、アーク溶接、電子ビーム溶接、レーザー溶接、プラズマアーク溶接などがありますが、その中でも主流になるのが「アーク溶接」です。
続きを見る
溶接の資格その2『ガス溶接技能者』
前述のアーク溶接が電気を利用した溶接なのに対し、ガス溶接はガスによって炎を作り、金属を繋げる溶接です。ガス溶接は火花が散らない溶接で、炎の調節がしやすく、炎のコントロールがしやすいということから、薄い金属や細かい箇所への溶接がやりやすい特徴を持っています。その反面アーク溶接と比べると、溶接時間がかかるという点やスポットでのピンポイントの溶接が難しいということが挙げられます。

「ガス溶接技能者」の資格取得方法について
「ガス溶接技能者」はの溶接資格は国家資格になります。国家資格というとハードルが高く感じるかもしれませんが、2日間で14時間の講習を受けることで資格取得が可能です。
ガス溶接について詳しくはこちら
-

-
ミグ溶接(MIG溶接)とは
ミグ溶接(MIG溶接)とはMetal Inert Gas Welding溶接の略です。ミグ溶接(MIG溶接)と似た溶接でマグ溶接(MAG溶接)もありますが、これらはガスシールドアーク溶接の分類で、大きなくくりとしては同じ溶接工法です。
続きを見る
溶接の資格その3『アルミニウム溶接技能者』
「アルミニウム」は、軽く柔らかい性質の金属で強度もある材質です。建造物、バイク用パーツ、自動車用パーツ、航空機用部品などでよく使用されています。その反面アルミニウムの弱点は、加熱により溶接が難しいことが挙げられます。
「アルミニウム溶接技能者」の資格取得方法について
アルミニウム溶接技能者の資格は基本級と専門級の2種類あります。順番は基本級ののち専門級という順番で、アルミニウム溶接技能者基本級がないと、アルミニウム溶接技能者専門級の資格取得はできません。どちらの級も試験と学科の試験に分かれています。
溶接作業指導者
前述のアーク溶接が電気を利用した溶接なのに対し、ガス溶接はガスによって炎を作り、金属を繋げる溶接です。ガス溶接は火花が散らない溶接で、炎の調節がしやすく、炎のコントロールがしやすいということから、薄い金属や細かい箇所への溶接がやりやすい特徴を持っています。その反面アーク溶接と比べると、溶接時間がかかるという点やスポットでのピンポイントの溶接が難しいということが挙げられます。

今後溶接のお仕事を長くする方向けの資格です。「溶接作業指導者」という資格は、溶接するものを指導・育成する人材になることを目的とした溶接にまつわる資格です。
「溶接作業指導者」の資格取得方法について
3日間の講習を受講し、筆記試験に合格すれば資格を取得できます。溶接作業指導者の受験資格はいくつか条件があります。「満25歳以上」といった年齢的制限や、「公的な技量資格保持者」といった資格制限もあります。さらなるランクアップを目指す場合、取得しておきたい溶接資格だといえます。
溶接の加工実績
真空バルブのTIG溶接
融点3380℃と金属の中で最も高融点のタングステンまたはタングステン合金を電極とし使用
オールステンレス製の溶接
青のビニールテープの箇所はSUS430、それ以外の部分にはSUS304の複合製品です。

ブラケットのTIG溶接
溶接後の反り・歪みと角を溶かさないように気をつけ、ビードも綺麗に出ています。

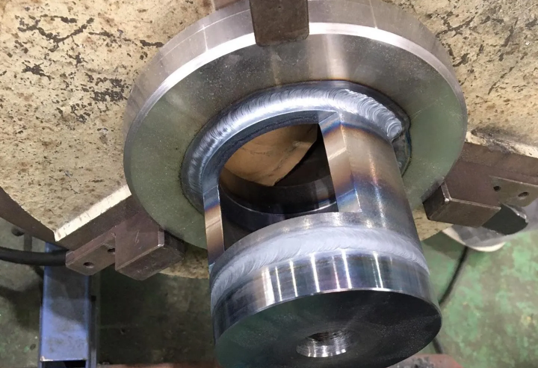
大型バルブのTIG溶接
ピンホールができないように注意を払うことがポイントです。

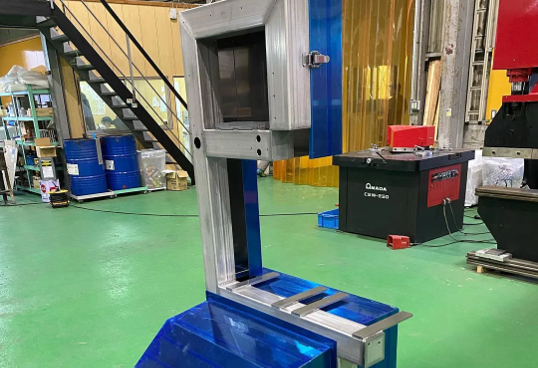
検査用架台の溶接
材料取りと溶接時の歪み、反りに注意しながらの取り付けに配慮。

ステンレスラックの溶接
スペースが限られる為、サイズを確認して寸法しました。
その他オススメしている溶接コンテンツ
-
-
溶接手法の1つ「アーク溶接」とは?
溶接の加工法は、大きく分けて「融接」「圧接」「ろう接」の3つに分けられます。この「融接」の中にも、アーク溶接、電子ビーム溶接、レーザー溶接、プラズマアーク溶接などがありますが、その中でも主流になるのが「アーク溶接」です。
続きを見る
-
-
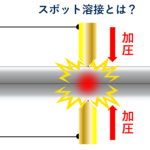
スポット溶接とは
スポット溶接(Spot Welding)は、主に金属の薄板を接合するための抵抗溶接の一種です。この溶接方法は、金属板の表面に電極を押し当て、電流を流して金属を加熱し、その後急冷することで接合を行います ...
続きを見る
グループ会社のご紹介

不二新製作所
私たち株式会社 不二新製作所が得意とするのは、ガンドリルマシン・BTAマシンによる深穴加工・細穴加工です。ガンドリルマシン・BTAマシン・CNC複合旋盤・マシニングセンターを複数台設置、徹底した工程の効率化と高度化を図り、国内だけでなく、世界中から寄せられる様々な深穴加工・細孔加工を始めとしたニーズにお応えしています。
お問い合わせはこちら
溶接案件ご依頼の流れ

ご依頼の流れ
私たち株式会社 不二新製作所が得意とするのは、ガンドリルマシン・BTAマシンによる深穴加工・細穴加工です。ガンドリルマシン・BTAマシン・CNC複合旋盤・マシニングセンターを複数台設置、徹底した工程の効率化と高度化を図り、国内だけでなく、世界中から寄せられる様々な深穴加工・細孔加工を始めとしたニーズにお応えしています。
