
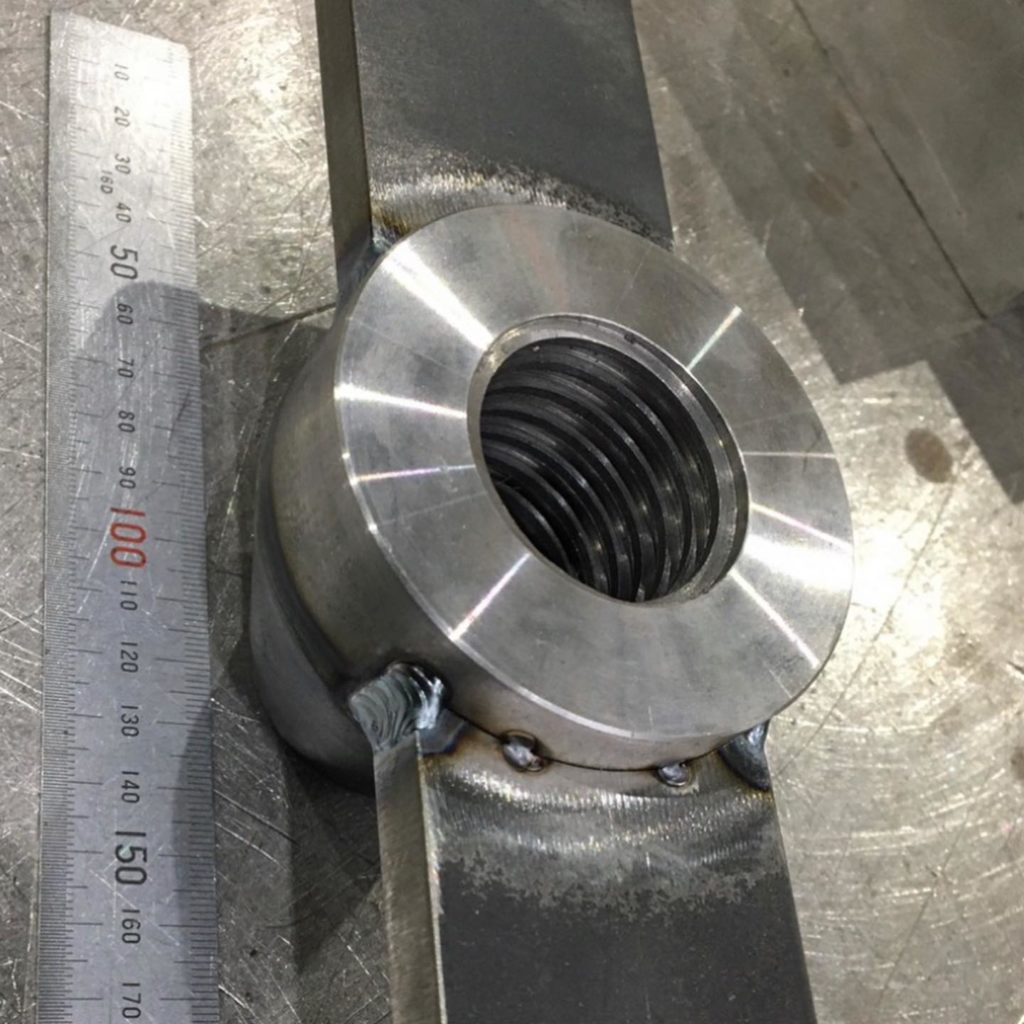
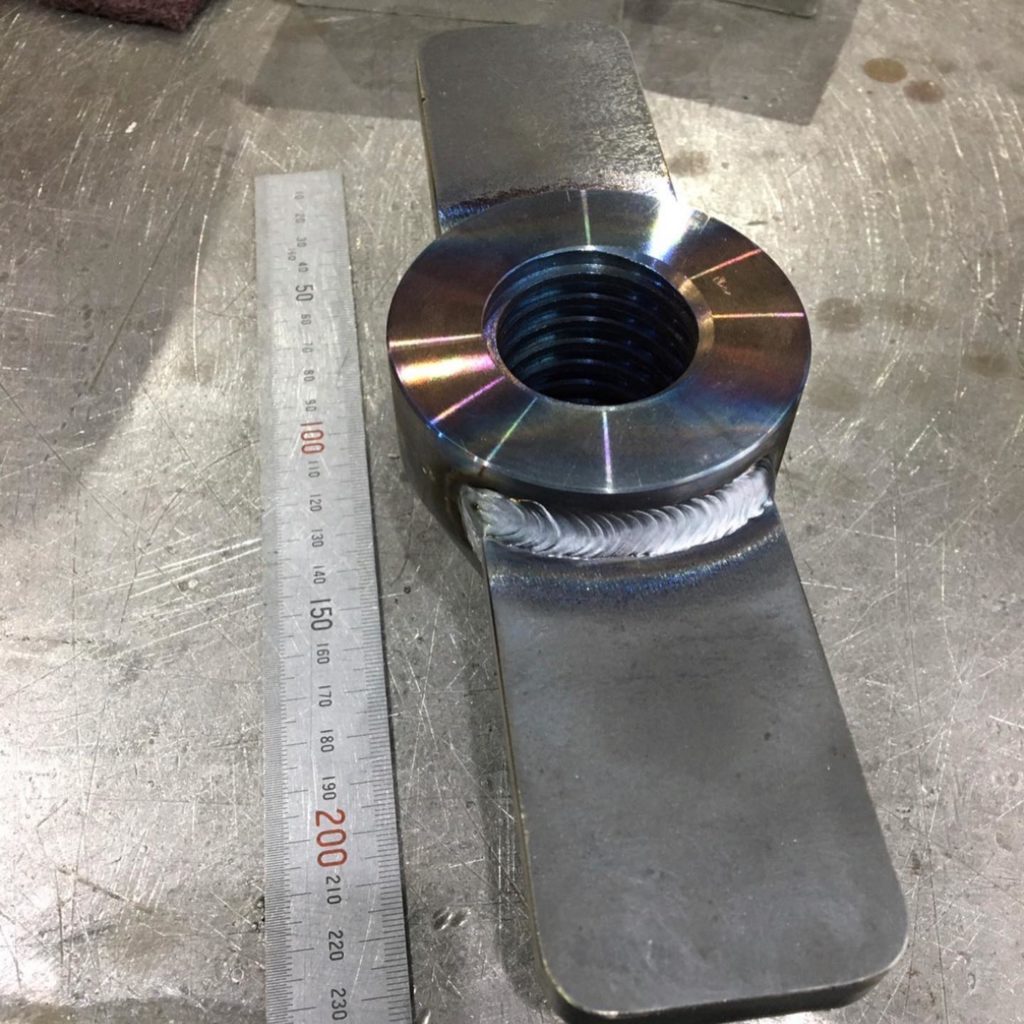

今日はSS400(一般構造用圧延鋼材)とS45C(機械構造用炭素鋼)の溶接です。溶接の難度としては、難しくはありませんが、S45CやS55Cなどの炭素量の多い材質を溶接するときには、注意すべきポイントがあります。詳しい方は読み飛ばして下さい☆
炭素量が多いということは、溶接した部分は、局所的に熱処理をしているのと同じ状況になるので、材料の硬化が生じます。更に、溶接は熱処理とは違い、急熱急冷ですので、熱影響を受けた部分が著しく硬化して伸びのない状態になっていきます。結果として、時間とともに欠陥が生じ易くなり、ピリッと割れが生じる感じでしょうか。
ではどうするか?急熱ではなく、少し緩やかに加熱、急冷ではなく、少し緩やかに冷却できれば良いのです。
つまり、溶接前後に予熱を行なえばいいわけです。これによって、擬似的に焼鈍(焼きなまし)に近い状況を作ることもできます。
もちろん、炭素量によって加熱温度を変えたり、他にも溶接棒の種類を変えたりなど、たくさん方法はあるのですが、予熱はかなり効果的な方法となります。ちなみに写真は、1枚目が仮付け、2枚目と3枚目が本付けとなります。
その他オススメしている溶接コンテンツ
-
![溶接のプロ集団 | 株式会社 無双[大阪]](https://musou-welding.com/wp/wp-content/uploads/2020/11/sliderPhoto_02-150x150.jpg)
-
溶接手法の1つ「アーク溶接」とは?
溶接の加工法は、大きく分けて「融接」「圧接」「ろう接」の3つに分けられます。この「融接」の中にも、アーク溶接、電子ビーム溶接、レーザー溶接、プラズマアーク溶接などがありますが、その中でも主流になるのが「アーク溶接」です。
続きを見る
-
-
スポット溶接とは
スポット溶接(Spot Welding)は、金属を接合するための溶接手法の一種です。この方法では、金属板の表面に電極を押し当て、電流を流して金属を加熱し、その後急冷することで接合を行います。主に薄板金 ...
続きを見る
グループ会社のご紹介

不二新製作所
私たち株式会社 不二新製作所が得意とするのは、ガンドリルマシン・BTAマシンによる深穴加工・細穴加工です。ガンドリルマシン・BTAマシン・CNC複合旋盤・マシニングセンターを複数台設置、徹底した工程の効率化と高度化を図り、国内だけでなく、世界中から寄せられる様々な深穴加工・細孔加工を始めとしたニーズにお応えしています。
お問い合わせはこちら
溶接案件ご依頼の流れ

ご依頼の流れ
私たち株式会社 不二新製作所が得意とするのは、ガンドリルマシン・BTAマシンによる深穴加工・細穴加工です。ガンドリルマシン・BTAマシン・CNC複合旋盤・マシニングセンターを複数台設置、徹底した工程の効率化と高度化を図り、国内だけでなく、世界中から寄せられる様々な深穴加工・細孔加工を始めとしたニーズにお応えしています。
