
溶接の種類は大きく分けて融接、圧接、ろう接の3種類に分けることが出来ます。この3種類の溶接は、それぞれ細分化していくとたくさんの溶接法が並びます。これらの使い分けは、溶接する母材の材質や溶接機能などによって、使い分けをする必要があります。今回はこの3種類の溶接のうち融接について解説します。
融接の種類
| 電気的 | (1) アーク溶接 (2) 電子ビーム溶接 |
|---|---|
| 化学的 | (3) ガス溶接 |
| 力学的 | - |
| 光的 | (4) レーザー溶接 |
(1) アーク溶接
![溶接のプロ集団 | 株式会社 無双[大阪]](https://musou-welding.com/wp/wp-content/uploads/2020/11/sliderPhoto_02-1024x358.jpg)
アーク溶接は、溶接と聞くと誰もが最初に思い浮かぶ、火花が散る放電現象を利用した溶接手法になります。アーク放電(Ark Discharge)とは、2つの離れた電極に電圧をかけ続けることで、2つの電極間に電流が発生することで、強い弧(Arc)状の光が発生することから名づけられています。強い光と同時に、高い熱を発生し、この熱を利用する溶接方法を「アーク溶接」といいます。溶接で使用されるアーク放電は、高いものでは2万度に達するものもあり、多くの種類の母材に対応することから、多くの産業分野で広く用いられています。アーク溶接は古くから用いられている溶接で、主に鉄鋼製品における溶接法に広く適用されています。
アーク溶接のメリット・デメリット
アーク溶接を使用する最大のメリットは、ガスを使わない溶接であるため風の影響を受けない点が挙げられます。ケーブルを延ばせばすことが可能であるため、屋外に引っ張って屋外での溶接をすることも可能です。適切に溶接ができれば高い強度で溶接ができるため、あらゆる金属構造物に利用されています。反面デメリットとしては、協力な火花が飛び散る中の溶接であるため、接合部分が見えづらい点が挙げられます。そのため、溶かしすぎてしまい穴が空いてしまう場合もありえます。長い距離の溶接や、見栄えよりも高強度さ重視な溶接に向いているといえます。

各種アーク溶接での溶接手法の詳細
ミグ溶接(MIG溶接)
スタッド溶接
ティグ溶接(TIG溶接)
プラズマアーク溶接
溶接の加工実績
真空バルブのTIG溶接
融点3380℃と金属の中で最も高融点のタングステンまたはタングステン合金を電極とし使用
オールステンレス製の溶接
青のビニールテープの箇所はSUS430、それ以外の部分にはSUS304の複合製品です。

ブラケットのTIG溶接
溶接後の反り・歪みと角を溶かさないように気をつけ、ビードも綺麗に出ています。

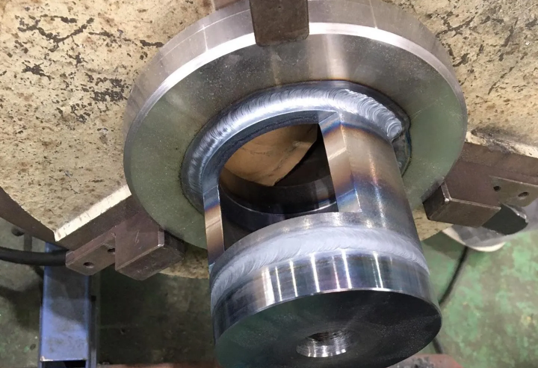
大型バルブのTIG溶接
ピンホールができないように注意を払うことがポイントです。

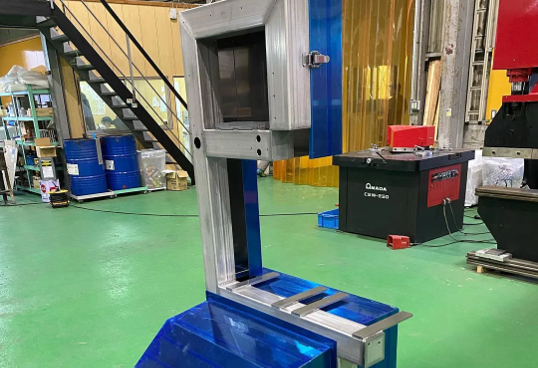
検査用架台の溶接
材料取りと溶接時の歪み、反りに注意しながらの取り付けに配慮。

ステンレスラックの溶接
スペースが限られる為、サイズを確認して寸法しました。
その他オススメしている溶接コンテンツ
-
![溶接のプロ集団 | 株式会社 無双[大阪]](https://musou-welding.com/wp/wp-content/uploads/2020/11/sliderPhoto_02-150x150.jpg)
-
溶接手法の1つ「アーク溶接」とは?
溶接の加工法は、大きく分けて「融接」「圧接」「ろう接」の3つに分けられます。この「融接」の中にも、アーク溶接、電子ビーム溶接、レーザー溶接、プラズマアーク溶接などがありますが、その中でも主流になるのが「アーク溶接」です。
続きを見る
-
-
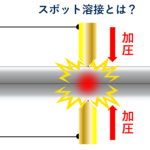
スポット溶接とは
スポット溶接(Spot Welding)は、金属を接合するための溶接手法の一種です。この方法では、金属板の表面に電極を押し当て、電流を流して金属を加熱し、その後急冷することで接合を行います。主に薄板金 ...
続きを見る
グループ会社のご紹介

不二新製作所
私たち株式会社 不二新製作所が得意とするのは、ガンドリルマシン・BTAマシンによる深穴加工・細穴加工です。ガンドリルマシン・BTAマシン・CNC複合旋盤・マシニングセンターを複数台設置、徹底した工程の効率化と高度化を図り、国内だけでなく、世界中から寄せられる様々な深穴加工・細孔加工を始めとしたニーズにお応えしています。
お問い合わせはこちら
溶接案件ご依頼の流れ

ご依頼の流れ
私たち株式会社 不二新製作所が得意とするのは、ガンドリルマシン・BTAマシンによる深穴加工・細穴加工です。ガンドリルマシン・BTAマシン・CNC複合旋盤・マシニングセンターを複数台設置、徹底した工程の効率化と高度化を図り、国内だけでなく、世界中から寄せられる様々な深穴加工・細孔加工を始めとしたニーズにお応えしています。
