
ろう接とは、金属母材同士を繋げる溶接の一種です。金属母材同士を、融点の低い合金「ろう(蝋)」を使って接合する溶接手段の一種です。特徴として挙げられることは、ほかの溶接手法である「溶融」や「圧接」と比べると、溶接強度が落ちることが挙げられます。しかしその反面「ろう接」は、ほかの溶接手法である「溶融」や「圧接」にはない、母材が異なる素材でも接合することが可能という特徴を持っています。
「ろう接」に用いられるろ(蝋)について
「ろう接」に用いられるろ(蝋)は、「硬ろう」と「軟ろう」の2種類があります。この2つの違いは、温度の違いになります。
| 「ろう接」のろう | 温度(融点) | 用いられる道具 |
| 硬ろう | 融点が450℃以上 | ろう付け |
| 軟ろう | 融点が450℃未満 | はんだ付け |
ろう接の種類と原理
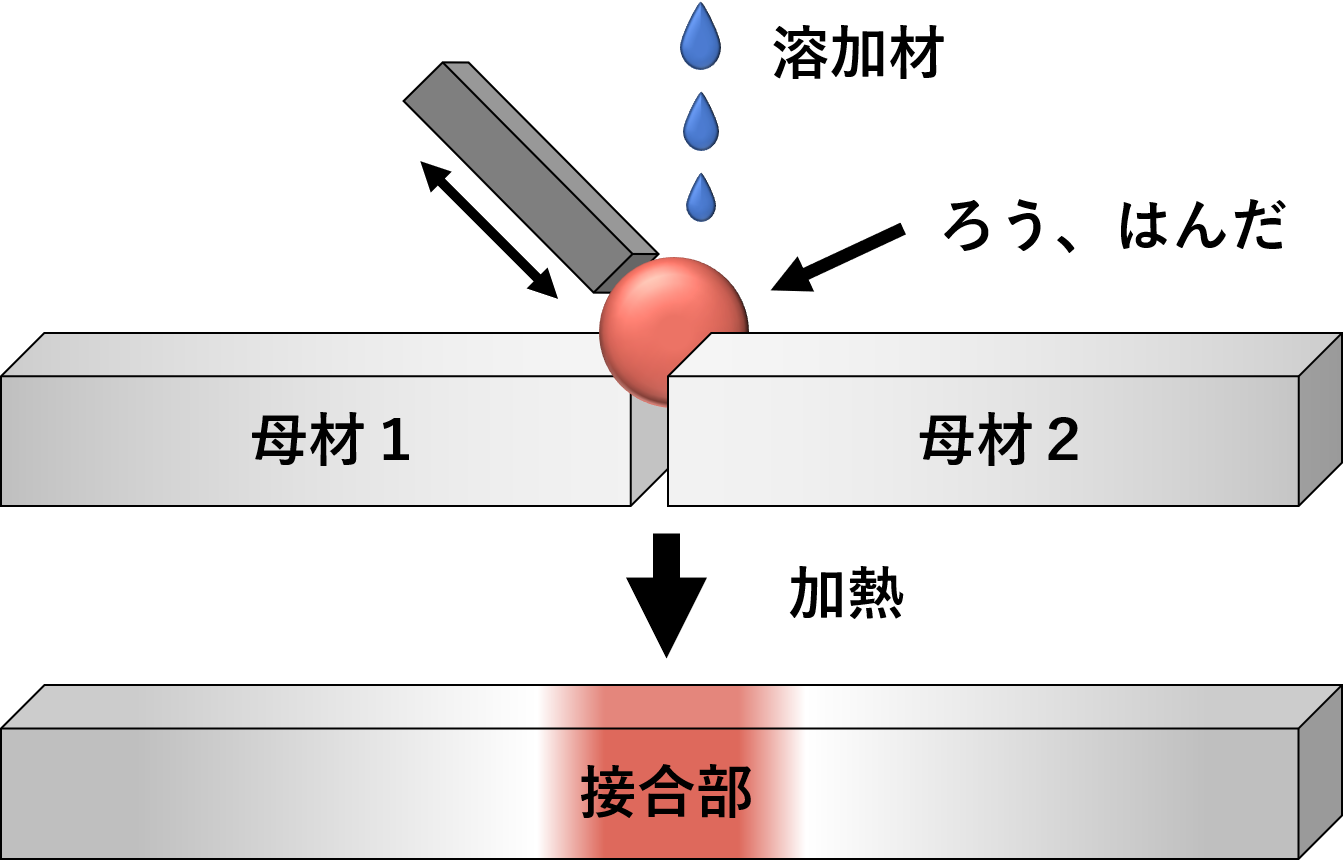
ろう接する金属母材が溶けない比較的低い温度で、溶加材であるろうを溶かしていき、接着剤のようなイメージで金属母材同士を接合するという方法になります。ろう接による接合は、手作業や自動接合もあり、自動車やバイクの部品から電子回路や電気コネクタといった微細接合など幅広い商品などに使われています。
よくこのろう接については、接合部分を「ぬれる」と表現されることがあります。溶加材であるろうが接合部に染みわたっていく模様を表現しており、溶接イメージとしては紙が水に濡れて、ほかの紙とくっつく状態のイメージで、原理でもあります。このいわゆる濡れ具合を、「ぬれ性」といい、ろうや、金属母材、溶加材によってそれぞれ「ぬれ性」の愛称は異なってきます。
ろう接と他溶接との違い
溶接には、ろう付け以外に融接や圧接といった3種類の溶接法があります。それぞれの溶接手法の特徴と比べた、ろう接のメリット・デメリットについて解説します。またろう接といってもその溶接法は、使用するろう材や母材、溶加材のたくさんある組み合わせによって、大きな差異があります。あくまでも傾向といった程度でご認識ください。
ろう接での溶接メリット
①金属母材自体が、ほとんど溶けないので精度が高い溶接が出来る。
②真空ひずみが少ないので、薄板に対しても精密な溶接ができる
③ろうが母材の隙間に入り込むので、溶接箇所が複数ある複雑形状の溶接や量生に適している。
④溶接棒が直接届かない箇所への溶接接合も容易にできる
⑤条件間違えなければ、特殊材料・異種材料の溶接接合が融接などに比べて容易
ろう接での溶接デメリット
①溶接接合の強度が、他の溶接に比べるとやや弱いことが多い
②ろうと母材の組み合わせによっては著しい侵食が起こる
溶接の加工実績
真空バルブのTIG溶接
融点3380℃と金属の中で最も高融点のタングステンまたはタングステン合金を電極とし使用
オールステンレス製の溶接
青のビニールテープの箇所はSUS430、それ以外の部分にはSUS304の複合製品です。

ブラケットのTIG溶接
溶接後の反り・歪みと角を溶かさないように気をつけ、ビードも綺麗に出ています。

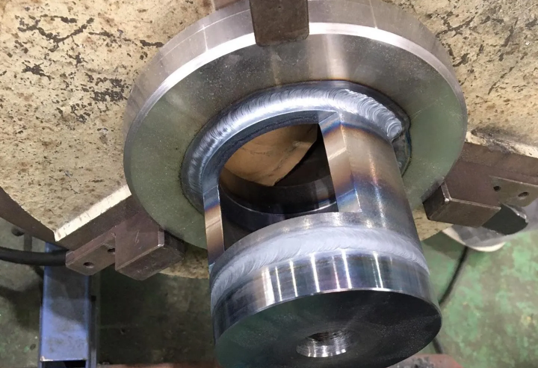
大型バルブのTIG溶接
ピンホールができないように注意を払うことがポイントです。

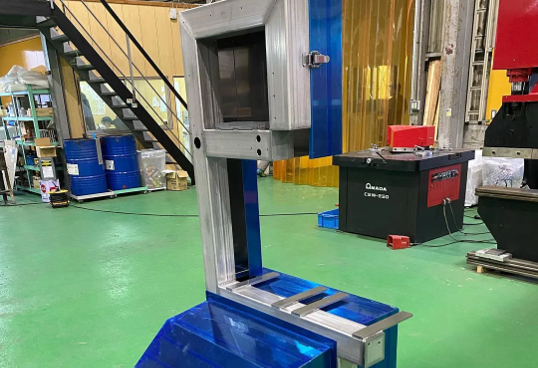
検査用架台の溶接
材料取りと溶接時の歪み、反りに注意しながらの取り付けに配慮。

ステンレスラックの溶接
スペースが限られる為、サイズを確認して寸法しました。
その他オススメしている溶接コンテンツ
-
![溶接のプロ集団 | 株式会社 無双[大阪]](https://musou-welding.com/wp/wp-content/uploads/2020/11/sliderPhoto_02-150x150.jpg)
-
溶接手法の1つ「アーク溶接」とは?
溶接の加工法は、大きく分けて「融接」「圧接」「ろう接」の3つに分けられます。この「融接」の中にも、アーク溶接、電子ビーム溶接、レーザー溶接、プラズマアーク溶接などがありますが、その中でも主流になるのが「アーク溶接」です。
続きを見る
-
-
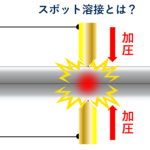
スポット溶接とは
スポット溶接(Spot Welding)は、主に金属の薄板を接合するための抵抗溶接の一種です。この溶接方法は、金属板の表面に電極を押し当て、電流を流して金属を加熱し、その後急冷することで接合を行います ...
続きを見る
グループ会社のご紹介

不二新製作所
私たち株式会社 不二新製作所が得意とするのは、ガンドリルマシン・BTAマシンによる深穴加工・細穴加工です。ガンドリルマシン・BTAマシン・CNC複合旋盤・マシニングセンターを複数台設置、徹底した工程の効率化と高度化を図り、国内だけでなく、世界中から寄せられる様々な深穴加工・細孔加工を始めとしたニーズにお応えしています。
お問い合わせはこちら
溶接案件ご依頼の流れ

ご依頼の流れ
私たち株式会社 不二新製作所が得意とするのは、ガンドリルマシン・BTAマシンによる深穴加工・細穴加工です。ガンドリルマシン・BTAマシン・CNC複合旋盤・マシニングセンターを複数台設置、徹底した工程の効率化と高度化を図り、国内だけでなく、世界中から寄せられる様々な深穴加工・細孔加工を始めとしたニーズにお応えしています。
