
溶接とは、材料に熱や圧力を加えて異なる材料を接合し一体化させる加工方法です。必要の応じて、溶かして接合に使用する材料「溶加材」を使って接合する加工も含まれます。溶接加工法は60種類以上と多種ありますが、大きく分けると、「融接」「圧接」「ろう接」の3つに分けられます。現代では、融接の「アーク溶接」と圧接の「スポット溶接(抵抗溶接)」が、主流となっています。それぞれ何が
融接
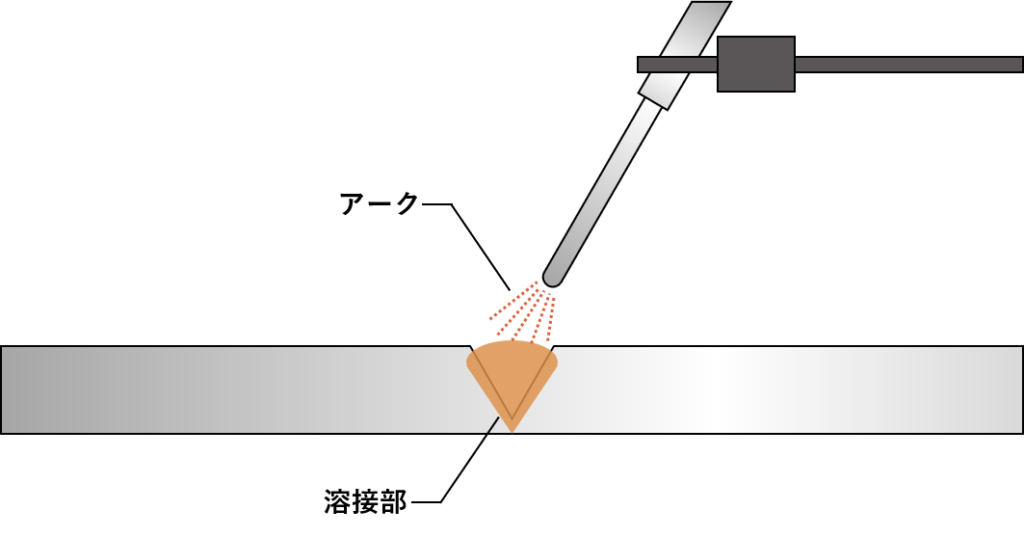
融接、圧接、ろう接これら3種類の溶接の中でも、最も一般的とされている溶接がこの「融接」という溶接方法になります。融接とは、溶接母材と溶接材を使って溶接する方法で、この融接の中でも溶接方法はさまざまありますが、その中でもよく使われている溶接が「アーク溶接」になります。アーク溶接やレーザー溶接といった融接法は、ロボットアームでの自動溶接にも多用されています。自動車のような複雑な組み立てラインの場合は、工程の特性や条件によって、ロボットでの溶接と人による溶接が使い分けられています。
具体的には、溶接しようとする材料(溶接母材)の溶接箇所を加熱していき、被溶接材料同士を融合させていき、その後冷却していく工程に中で固めて接合していく溶接手法になります。よく一般的な溶接のイメージのマスクをつけて火花を散らすような溶接の大抵はこの「融接」に当てはまります。
代表的な融接
溶接の加工法は、大きく分けて「融接」「圧接」「ろう接」の3つに分けられます。この「融接」の中にも、アーク溶接、電子ビーム溶接、レーザー溶接、プラズマアーク溶接などがありますが、その中でも主流になるのが「アーク溶接」です。 続きを見る ミグ溶接(MIG溶接)とはMetal Inert Gas Welding溶接の略です。ミグ溶接(MIG溶接)と似た溶接でマグ溶接(MAG溶接)もありますが、これらはガスシールドアーク溶接の分類で、大きなくくりとしては同じ溶接工法です。 続きを見る ティグ溶接はTungsten Inert Gasの略で、電気を用いた「アーク溶接」のひとつです。ティグ溶接火花は飛び散らすことなく、鉄鋼やステンレス鋼の他、アルミニウム合金やマグネシウム合金等、ほぼ全ての金属溶接が出来る溶接方法です。 続きを見る
![溶接のプロ集団 | 株式会社 無双[大阪]](https://musou-welding.com/wp/wp-content/uploads/2020/11/sliderPhoto_02-150x150.jpg)
溶接手法の1つ「アーク溶接」とは?

ミグ溶接(MIG溶接)とは

ティグ溶接(TIG溶接)とは
圧接

融接、圧接、ろう接これら3種類の溶接の中で、融接に続き一般的な溶接がこの「圧接」という溶接方法になります。溶接しようとしている母材に一定の力を加え続け、形が変わった場合でも元のカタチに戻る来なく、変形した状態になる物質の塑性という性質を利用した「摩擦圧接法」や、ガス加熱によって接合する「ガス圧接法」などが挙げられます。圧接についても様々な種類がありますが、セットすると自動化できるものや、全くの人要らずな無人化できるもの多く、人を配置しない設備のみの現場であるファクトリオートメンションで多く使われています。
代表的な圧接
ろう接
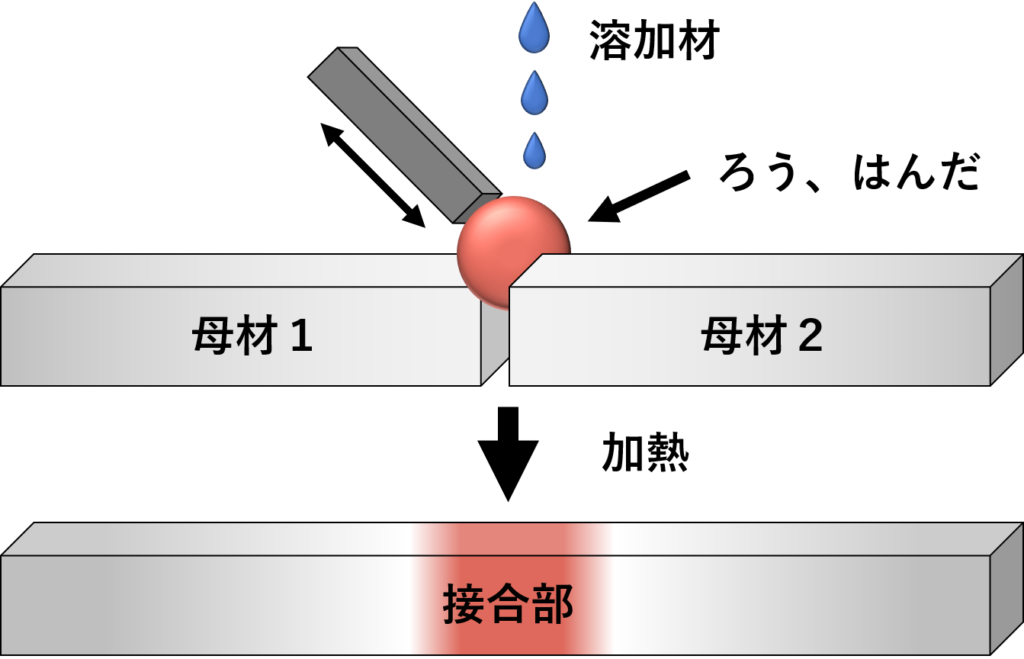
溶接しようとしている母材を溶かしたり、変形させたりすることなく、母材と母材間に「ろう」とよばれている溶融金属や合金などをつけて、母材間を接合する方法で、溶接材が鑞(ろう)の為「ろう接」と呼ばれています。この「ろう」の融点は母材よりも基本的に低く、450℃以上の場合を硬ろう付け、それ以下の場合を軟ろう付け(ハンダ付け等)と呼んでいます。
溶接の加工実績
真空バルブのTIG溶接
融点3380℃と金属の中で最も高融点のタングステンまたはタングステン合金を電極とし使用
オールステンレス製の溶接
青のビニールテープの箇所はSUS430、それ以外の部分にはSUS304の複合製品です。

ブラケットのTIG溶接
溶接後の反り・歪みと角を溶かさないように気をつけ、ビードも綺麗に出ています。

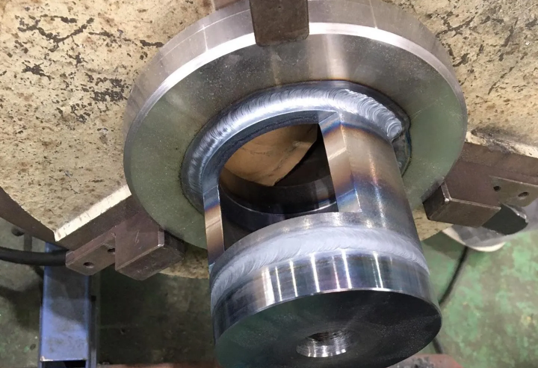
大型バルブのTIG溶接
ピンホールができないように注意を払うことがポイントです。

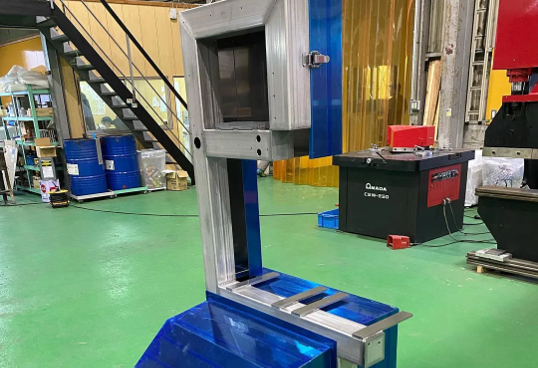
検査用架台の溶接
材料取りと溶接時の歪み、反りに注意しながらの取り付けに配慮。

ステンレスラックの溶接
スペースが限られる為、サイズを確認して寸法しました。
その他オススメしている溶接コンテンツ
-
-
溶接手法の1つ「アーク溶接」とは?
溶接の加工法は、大きく分けて「融接」「圧接」「ろう接」の3つに分けられます。この「融接」の中にも、アーク溶接、電子ビーム溶接、レーザー溶接、プラズマアーク溶接などがありますが、その中でも主流になるのが「アーク溶接」です。
続きを見る
-
-
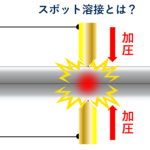
スポット溶接とは
スポット溶接(Spot Welding)は、金属を接合するための溶接手法の一種です。この方法では、金属板の表面に電極を押し当て、電流を流して金属を加熱し、その後急冷することで接合を行います。主に薄板金 ...
続きを見る
グループ会社のご紹介

不二新製作所
私たち株式会社 不二新製作所が得意とするのは、ガンドリルマシン・BTAマシンによる深穴加工・細穴加工です。ガンドリルマシン・BTAマシン・CNC複合旋盤・マシニングセンターを複数台設置、徹底した工程の効率化と高度化を図り、国内だけでなく、世界中から寄せられる様々な深穴加工・細孔加工を始めとしたニーズにお応えしています。
お問い合わせはこちら
溶接案件ご依頼の流れ

ご依頼の流れ
私たち株式会社 不二新製作所が得意とするのは、ガンドリルマシン・BTAマシンによる深穴加工・細穴加工です。ガンドリルマシン・BTAマシン・CNC複合旋盤・マシニングセンターを複数台設置、徹底した工程の効率化と高度化を図り、国内だけでなく、世界中から寄せられる様々な深穴加工・細孔加工を始めとしたニーズにお応えしています。
