
レーザー溶接とは、レーザー加工機を使いレーザー光を発射させて溶接する溶接手法です。ほかの加工に比べて比較的強いレーザー光を照射することが特徴的で、この強い熱源を用いて母材を溶かし接合する技術です。また、レーザー光の照射範囲は、アーク溶接のアークと比較すると極めて小さな焦点になるため、融点の異なる溶接材料の接合が可能です。
レーザー溶接の特徴
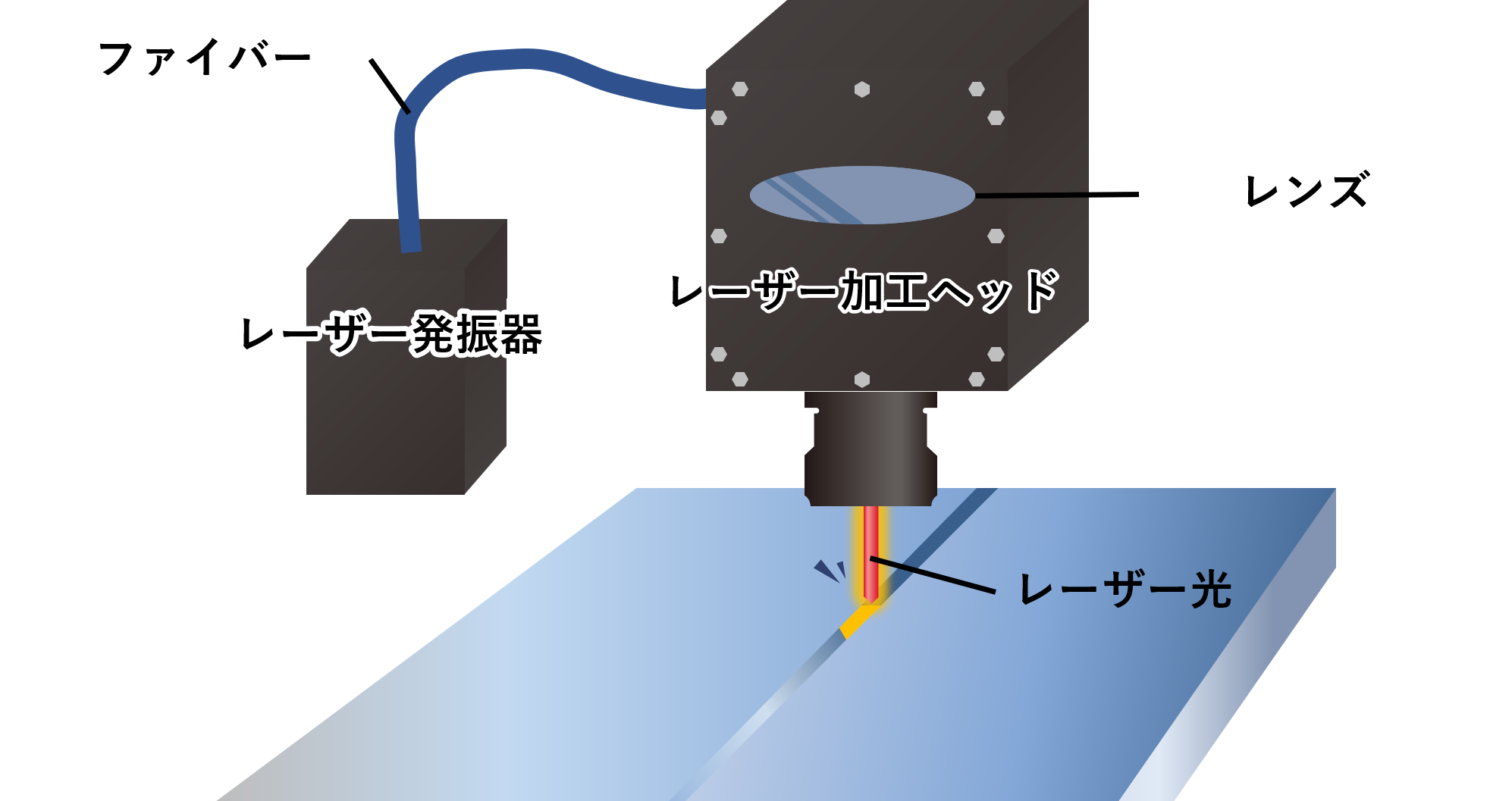
本来の溶接方法は、溶接したい金属母材にレーザー光を集光して照射することで、局部的に溶融させます。それを凝固させることで接合するという仕組みです。しかし、レーザー溶接は、レーザー発振器がそこから発射された光が進む光路があります。そのレーザー光を加工ヘッドで集光し、自在に動かす駆動系を使って溶接します。レーザー光は目には見えない状態まで、焦点をとても小さく絞れるため、熱面積が非常に小さくて済み、溶接速度も速いのが特徴です。
レーザー溶接のメリット
①溶接箇所への焦点がコントロールしやすい
レーザー溶接のメリットとして挙げられるものは、焦点のコントロールがしやすいという事です。レーザー溶接に用いられるレーザー光は、とても強力な光です。しかしこの光を人為的に割と簡単にコントロールしやすいということや、他の溶接と比べると局部の1点加熱が可能であるため、短時間で接合することが可能になります.。そのため歪みも少なく非常にきれいな見た目の仕上がりになる溶接だといえます。
②溶接出来る材料の幅広さ
融点の異なる溶接材料同士の溶接であっても、ほかの溶接手法と比較したときに、容易であるという事が挙げられます。またこの容易な溶接は数値化によって溶接をする事も可能なので、人件費がほぼかかりづらいファクトリーオートメーションが出来ることや、特段大きなメンテナンスなどが必要ないということから、短納期の実現も可能にすることが最大のメリットになります。
ティグ溶接(TIG溶接)のデメリット
①隙間に弱い
レーザー溶接は目には見えないようなレーザー光を用いて溶融させるという性質を持っています。その為、隙間があるとレーザーは間を抜けてしまって溶接できないので、隙間があると溶接できないという弱点があります。
①安全対策がかなり重要
高熱かつ強力レーザー光であり、さらに目には見えないレーザーで加工します。そのため反射光により火傷する恐れがあり、カバーで溶接工程を覆うなど、レーザー光から身を守る対策が必要となります。このことから、全てのレーザー溶接の製品はJIS規格で安全に関する規格が定められています。
溶接の加工実績
真空バルブのTIG溶接
融点3380℃と金属の中で最も高融点のタングステンまたはタングステン合金を電極とし使用
オールステンレス製の溶接
青のビニールテープの箇所はSUS430、それ以外の部分にはSUS304の複合製品です。

ブラケットのTIG溶接
溶接後の反り・歪みと角を溶かさないように気をつけ、ビードも綺麗に出ています。

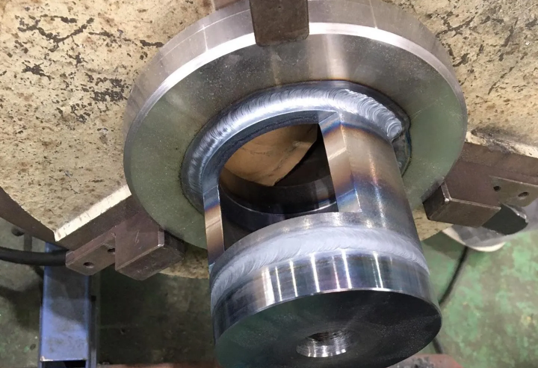
大型バルブのTIG溶接
ピンホールができないように注意を払うことがポイントです。

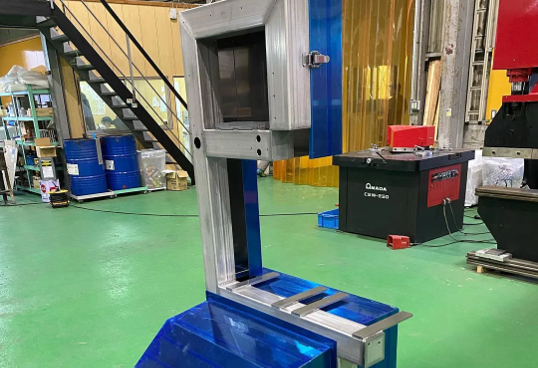
検査用架台の溶接
材料取りと溶接時の歪み、反りに注意しながらの取り付けに配慮。

ステンレスラックの溶接
スペースが限られる為、サイズを確認して寸法しました。
その他オススメしている溶接コンテンツ
-
![溶接のプロ集団 | 株式会社 無双[大阪]](https://musou-welding.com/wp/wp-content/uploads/2020/11/sliderPhoto_02-150x150.jpg)
-
溶接手法の1つ「アーク溶接」とは?
溶接の加工法は、大きく分けて「融接」「圧接」「ろう接」の3つに分けられます。この「融接」の中にも、アーク溶接、電子ビーム溶接、レーザー溶接、プラズマアーク溶接などがありますが、その中でも主流になるのが「アーク溶接」です。
続きを見る
-
-
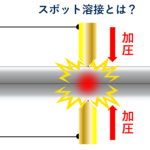
スポット溶接とは
スポット溶接(Spot Welding)は、金属を接合するための溶接手法の一種です。この方法では、金属板の表面に電極を押し当て、電流を流して金属を加熱し、その後急冷することで接合を行います。主に薄板金 ...
続きを見る
グループ会社のご紹介

不二新製作所
私たち株式会社 不二新製作所が得意とするのは、ガンドリルマシン・BTAマシンによる深穴加工・細穴加工です。ガンドリルマシン・BTAマシン・CNC複合旋盤・マシニングセンターを複数台設置、徹底した工程の効率化と高度化を図り、国内だけでなく、世界中から寄せられる様々な深穴加工・細孔加工を始めとしたニーズにお応えしています。
お問い合わせはこちら
溶接案件ご依頼の流れ

ご依頼の流れ
私たち株式会社 不二新製作所が得意とするのは、ガンドリルマシン・BTAマシンによる深穴加工・細穴加工です。ガンドリルマシン・BTAマシン・CNC複合旋盤・マシニングセンターを複数台設置、徹底した工程の効率化と高度化を図り、国内だけでなく、世界中から寄せられる様々な深穴加工・細孔加工を始めとしたニーズにお応えしています。
