
情報技術
ミグ溶接とは

MIG(Metal Inert Gas)溶接は、アークの熱で金属を溶かし、連続的に供給される電極ワイヤーを利用して接合する溶接技術の一種です。不活性ガスをシールドとして使用し、空気中の酸素や窒素といった成分による酸化から溶融金属を保護するのが特徴です。MIG溶接は「ガス金属アーク溶接(GMAW)」とも呼ばれ、主に自動車産業や造船業など多くの産業分野で活用されています。
ミグ溶接とは

MIG溶接は比較的簡単に操作ができるため、初心者にも扱いやすく、薄板から厚板まで幅広い材料の溶接に適しています。そのため、家庭用機器やDIY愛好家にも人気があり、溶接の入門技術としても位置づけられています。
またMIG溶接で使用されるガスは、アルゴンやヘリウムなどの不活性ガスが一般的ですが、場合によっては炭酸ガスを混合したものも使用されます。
ミグ溶接の種類
MIG溶接にはいくつかの種類があり、それぞれの用途や条件に応じて使い分けられます。
半自動ミグ溶接

半自動MIG溶接は、オペレーターが手動で溶接機を操作しながら、ワイヤーの供給は自動で行われる方式です。この方式は設備コストが抑えられ、操作も比較的簡単であるため、小規模な工場や自動車修理、軽作業の現場でよく用いられています。作業者の技術や熟練度によって溶接の仕上がりが大きく左右されるため、基本的な溶接技術を習得しておく必要があります。
全自動ミグ溶接

全自動MIG溶接は、産業用ロボットや自動ラインで使用される完全自動化された溶接方法です。機械がすべての操作を行うため、安定した品質の溶接が可能です。特に大量生産が求められる自動車製造ラインや電化製品の生産ラインで広く利用され、労働コストの削減や製品の品質向上に寄与しています。
パルスミグ溶接

TIG溶接は、溶接電極としてタングステンを使用し、アークを発生させる方法です。溶加材は別途供給する必要があり、細かいコントロールが可能なため、高精度の溶接が求められる航空宇宙産業や医療機器製造で採用されています。TIG溶接は見た目が美しい仕上がりになるため、意匠性が求められる場合にも適しています。
ミグ溶接の手順
ミグ溶接の手順は非常に重要であり、各ステップを丁寧に行うことで、溶接品質の向上と安全な作業が実現します。
ミグ溶接のステップ1
溶接面の準備
溶接面の準備は、MIG溶接の品質を左右する重要なステップです。溶接する表面に油脂やサビ、異物が付着していると、溶接がうまく行われず、仕上がりが粗くなったり接合強度が低下する原因となります。そのため、ワイヤーブラシや研磨材で表面をしっかりと清掃し、溶接面を滑らかでクリーンな状態に整えます。
ミグ溶接のステップ2
溶接機の設定
材料の種類や厚みに応じて、電圧や電流値、ガスの流量などの設定を行います。設定が不適切な場合、アークが安定せず、品質の低い溶接が生じるリスクがあるため、熟練したオペレーターが設定を行うことが望ましいです。
ミグ溶接のステップ3
ガスシールドの設置
MIG溶接では不活性ガスによるシールドが必要です。シールドガスの流量が不十分だと酸化やスパッタが増え、仕上がりに影響が出ることがあります。アルゴンと二酸化炭素の混合ガスを使う場合など、条件に応じたガスの種類や流量を選定します。
ミグ溶接のステップ4
アークの形成と溶接の開始
電極ワイヤーと母材の間にアークを発生させ、溶接を進めます。適切な速度でアークを移動させることで、均一で強度のある溶接ビードが形成されます。ワイヤー供給速度やアークの安定性を調整しながら作業を進めます。
ミグ溶接のステップ5
冷却と仕上げ
溶接が完了したら、溶接部を自然冷却し、必要に応じて仕上げの研磨や塗装を行います。特に、薄板の溶接では急冷によるひずみが発生する可能性があるため、冷却速度を適切に調整することが求められます。
ミグ溶接のメリットとデメリット
ミグ溶接のメリット
| 高い作業効率 | 自動ワイヤー供給の為、長時間溶接による量産向き |
|---|---|
| 品質が安定 | 酸化や窒化の影響を受けにくく、安定品質が実現 |
| 操作が簡単 | 初心者でも扱いやすく、DIYや趣味用でも魅力的な選択肢 |
ミグ溶接のデメリット
| 屋外の使用 | シールドガスが風で流されやすいため、屋外作業には不向き |
|---|---|
| ガス供給装置 | 溶接機とガス供給装置やシリンダーが必要な為、初期コストがやや高い |
| 薄板溶接 | 厚みが極端に薄い材料の溶接は難があり、他溶接推奨 |
ミグ溶接の応用例
MIG溶接は、以下のような産業や場面で幅広く利用されています。
自動車産業
車体フレームやシャーシなど、様々な部品の溶接に使用。大量の溶接作業が必要とされ、自動化のMIG溶接が重宝されます。

造船業
海水に強いアルミニウムや特殊鋼の接合にMIG溶接が利用されます。造船業では大規模接合が求められ、溶接品質が重視されます。

建設・インフラ
鉄骨構造物や配管など、建設業界でもMIG溶接は欠かせません。ガスシールドにより高強度かつ耐久性のある接合が可能です。
ミグ溶接の必要条件と注意点
MIG溶接を行う際には、適切な設備や環境が整っていることが重要です。以下に、必要条件と注意点を挙げます。
適切なガスシールドの選定
材料に応じたガスシールドを選び、風の影響を受けにくい環境で作業を行うことが推奨されます。
電流・電圧の設定
材料の厚みや溶接速度に応じて電流・電圧を調整し、アークの安定性を確保します。設定が不適切な場合、ビードの仕上がりや接合強度に悪影響を及ぼす可能性があります。
作業者の安全対策
アーク光やガスの影響を避けるため、防護マスクや手袋、防護服を着用する必要があります。また、換気が十分な環境で作業を行い、ガスの蓄積を防ぐことも重要です。
設備のメンテナンス
ガス供給装置や溶接機のメンテナンスを定期的に行い、安定した動作を維持します。
溶接の加工実績

真空バルブのTIG溶接
融点3380℃と金属の中で最も高融点のタングステンまたはタングステン合金を電極とし使用
オールステンレス製の溶接
青のビニールテープの箇所はSUS430、それ以外の部分にはSUS304の複合製品です。

ブラケットのTIG溶接
溶接後の反り・歪みと角を溶かさないように気をつけ、ビードも綺麗に出ています。

大型バルブのTIG溶接
ピンホールができないように注意を払うことがポイントです。

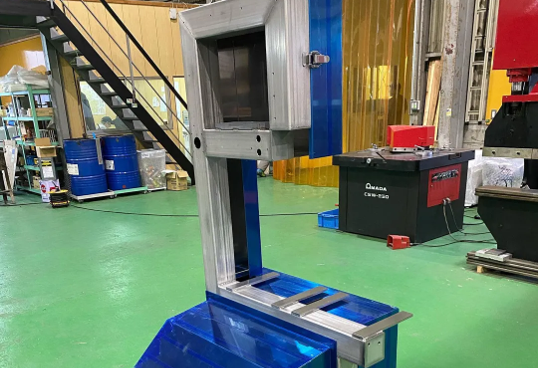
検査用架台の溶接
材料取りと溶接時の歪み、反りに注意しながらの取り付けに配慮。
.png)
ステンレスラックの溶接
スペースが限られる為、サイズを確認して寸法しました。



