
情報技術
アーク溶接とは
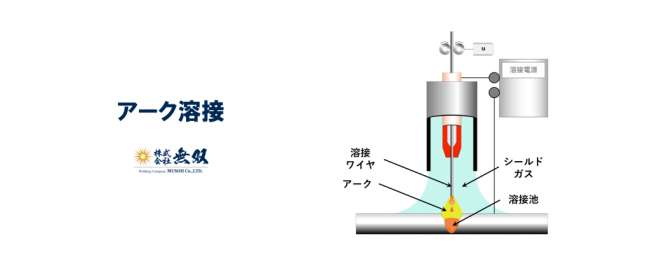
アーク溶接は、電気アークを用いて金属を溶かし結合させる溶接技術です。アークとは電気の放電現象であり、電極と母材の間に高電圧をかけることで高温の電気アークが発生します。このアークの熱を利用して溶接部を溶融し、冷却・固化することで金属同士が強力に接合されます。アーク溶接は、数ある溶接法の中でも比較的簡便でありながら、高い強度と耐久性を持つ接合ができるため、建設現場から工業生産、修理やメンテナンスに至るまで、さまざまな場面で広く活用されています。
アーク溶接とは
アーク溶接には電極や電源の種類によって多くのバリエーションがありますが、基本的な原理は共通しています。また、アーク溶接は高温の熱源を必要とするため、電源としては直流(DC)または交流(AC)が使用されます。直流電源は安定したアークを形成しやすいため精密な溶接に向いていますが、交流電源は機器のコストが抑えられるため、広範囲の用途で採用されています。
アーク溶接の種類
アーク溶接には、用途や対象材料に応じたさまざまな種類があります。それぞれの特徴や適用分野を詳しく解説します。
被覆アーク溶接

被覆アーク溶接は、溶接棒(電極)がフラックスという被覆材で覆われた方法です。フラックスは溶接時に溶けてガスを発生させ、溶融部を保護するとともに、不純物の除去も行います。この方法は屋外作業や多湿環境でも使用できるため、建設業や造船業など、さまざまな現場で利用されています。装置も比較的簡便で、コストパフォーマンスが良いため、広く普及している溶接方法です。
ガスシールドアーク溶接

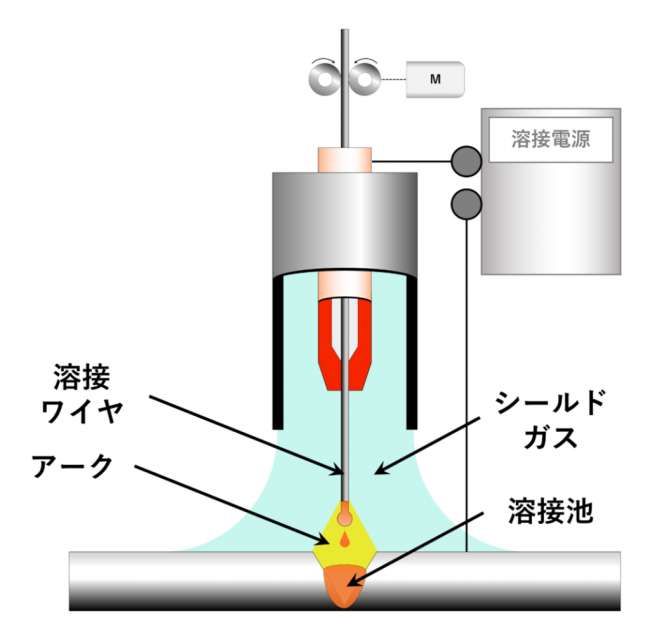
ガスシールドアーク溶接は、電極ワイヤーと母材間にアークを発生させ、不活性ガス(主にアルゴンや二酸化炭素)で溶融部を保護します。このため、酸化や窒化の影響を受けにくく、溶接の品質が高い点が特徴です。主に自動車部品や薄板の製造に用いられ、高速で効率的な作業が可能です。
タングステン不活性ガス溶接

TIG溶接は、溶接電極としてタングステンを使用し、アークを発生させる方法です。溶加材は別途供給する必要があり、細かいコントロールが可能なため、高精度の溶接が求められる航空宇宙産業や医療機器製造で採用されています。TIG溶接は見た目が美しい仕上がりになるため、意匠性が求められる場合にも適しています。
プラズマアーク溶接

プラズマアーク溶接は、アークを細く集中させて高温のプラズマ状態を生成し、溶接部に直接作用させる方法です。高温で精密な溶接が可能なため、半導体や電子部品などの製造で用いられることが多いですが、機器が高価であるため、用途が限られています。
アーク溶接の方法
アーク溶接は、以下の手順で行われます。これらのステップを丁寧に実施することで、品質の高い溶接を実現します。
アーク溶接のステップ1
溶接部の準備
溶接する部位の清掃を行い、錆や油分などの不純物を取り除きます。清浄な溶接面は、溶接の品質や強度を向上させます。
アーク溶接のステップ2
溶接機器の設定
使用する材料や溶接方法に合わせて、電流値や電圧を設定します。ガスシールドアーク溶接では、ガスの流量も調整します。適切な設定は溶接の仕上がりを左右する重要なポイントです。
アーク溶接のステップ3
電極の配置とアークの形成
電極と母材の間に一定の距離を保ち、アークを発生させます。この際、溶接機の設定に応じて電極の角度や移動速度を調整し、アークが安定するように操作します。
アーク溶接のステップ4
溶接の実施
アークの熱で溶接部が溶融し、溶加材(溶接棒)が加わることで金属が結合されます。作業者はアークを一定の速度で移動させることで均一な溶接ビードを形成します。
アーク溶接のステップ5
冷却と仕上げ
溶接後は自然に冷却させ、接合が安定するまで待ちます。冷却が不均一だと歪みやクラックが発生することがあるため、十分に注意が必要です。冷却後、必要に応じて研磨や表面処理を施して仕上げを行います。
アーク溶接のメリットとデメリット
アーク圧接のメリット
| 高い溶接強度 | 高温で溶接の為、特に被覆アーク溶接は、屋外環境でも耐える強固な溶接 |
|---|---|
| 異種金属の接合 | 多様な材料を接合でき、厚板から薄板まで幅広い厚さに対応できる |
| 比較的コストが安い | アーク溶接機は比較的安価で、操作も比較的簡単 |
アーク溶接のデメリット
| 安全リスク | 高温アークと紫外線発生の為、火傷や目の損傷の危険性があり、十分な防護具着用が必須 |
|---|---|
| 熟練度 | 溶接技術には一定の熟練度が求められ、未経験者が溶接すると欠陥溶接のリスクが高まります |
| 作業環境の制約 | アーク溶接には良好な換気が必要で、密閉空間や狭い場所での作業には適さない場合がある |
アーク溶接の応用例
アーク溶接は幅広い産業分野で応用されています。たとえば、以下の分野での活用が代表的です。

建設業
鉄骨構造物やビルのフレーム、橋梁の建設など、大規模な建造物の溶接に使用されます。アーク溶接の強度と耐久性が求められるため、施工現場では被覆アーク溶接が多用されています。
製造業
自動車部品や機械装置の製造で、ガスシールドアーク溶接やTIG溶接が採用されることが多く、部品同士の強固な接合が可能です。特に高精度が求められる航空宇宙や医療機器の製造ではTIG溶接が用いられています。

配管とプラント設備
工場や発電所などのプラント設備では、配管の接合や修理にアーク溶接が使用されます。特に高温高圧環境に耐えられる接合を実現するため、熟練の技術が必要とされます。
アーク溶接の実施に必要な条件と注意点
アーク溶接を安全かつ効果的に行うには、作業環境の整備と安全対策が欠かせません。以下の条件を守ることで、高品質で安全な溶接を行うことが可能です。
換気環境の確保
作業場の換気が十分であることが重要です。溶接時に発生するフュームは健康に有害であり、特に密閉空間では防護装置や換気設備が必須です。
防護具の着用
アーク溶接には、火傷や目の損傷を防ぐための適切な防護具が必要です。防護マスクや手袋、耐熱性のある作業着の着用により、リスクを軽減できます。
設備の点検
使用する機器の定期的な点検や保守を行い、異常がないか確認します。また、電源や電圧の設定が適切であることも確認することで、作業中のトラブルを防ぐことができます。
溶接の加工実績

真空バルブのTIG溶接
融点3380℃と金属の中で最も高融点のタングステンまたはタングステン合金を電極とし使用
オールステンレス製の溶接
青のビニールテープの箇所はSUS430、それ以外の部分にはSUS304の複合製品です。

ブラケットのTIG溶接
溶接後の反り・歪みと角を溶かさないように気をつけ、ビードも綺麗に出ています。

大型バルブのTIG溶接
ピンホールができないように注意を払うことがポイントです。

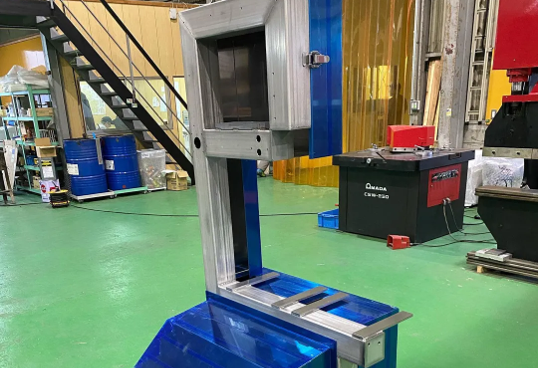
検査用架台の溶接
材料取りと溶接時の歪み、反りに注意しながらの取り付けに配慮。
.png)
ステンレスラックの溶接
スペースが限られる為、サイズを確認して寸法しました。



