
情報技術
ろう接溶接の徹底解説
ろう接(ろう付けとも呼ばれる)は、溶接の一種で、主に金属同士を接合するために用いられる方法です。通常、ろう接は、接合する金属である母材を溶かすのではなく、母材よりも融点が低い充填材のろう材を溶かして金属同士を結合する溶接手法です。このため、母材の物性が変わりにくく、比較的低温で作業が行えるのが特徴です。
ろう接は、主に自動車、航空宇宙産業、電子機器、家庭用品など、幅広い分野で使用されており、非常に高強度と耐久性を持ちます。
ろう接とは
ろう接は、充填材(ろう材)を加熱し、母材とろう材が接合面で濡れ合い、固体として結合する溶接手法です。
ろう接では、母材そのものは溶けずにそのままで、ろう材が溶融して母材に流れ込み、固化することで接合されます。ろう材は、母材よりも若干低い融点を持ち、母材に悪影響を与えず、強固な結合が可能となります。この溶接手法は、大きく分けると2種類に分類されます。
| 高温ろう接 | 摂氏450度以上の温度。主に銅、銀、ニッケル、アルミニウム、黄銅などの金属。 |
|---|---|
| 低温ろう接 | 摂氏450度未満の温度。主に電子機器で使われる鉛、錫、ビスマスなどの合金。 |
ろう接の種類
ろう接にはいくつかの種類があり、それぞれ異なる溶接方法や用途が存在します。代表的なものは以下の通りです。
高温ろう接

高温ろう接は、摂氏450度以上で行われ、ろう材として銅や銀の合金がよく使われます。この方法は、比較的強力な接合を提供し、幅広い金属や異種材料を結合することができます。
銀ろう接
銀ろう接は、ろう材として銀を含む合金を使用する方法です。銀ろうは、接合が非常に強く、熱伝導性が良いため、自動車産業や空調機器、医療機器の接合に多用されています。特に、ステンレスや銅、黄銅などの接合に適しています。
銀ろう接の特徴
● 高い強度がある接合
● 良好な耐食性がある接合
● 低温での作業が可能な接合
● 接合面がきれいに仕上がる接合
銅ろう接
銅ろう接は、ろう材として銅や銅合金を使用します。銅は、熱伝導性が非常に高いため、主に冷却装置や空調機器の配管、ヒートエクスチェンジャーの接合に利用されます。
銅ろう接の特徴
● 高温での作業が可能な接合
● 熱伝導性が非常に高い接合
● 酸化に強い接合
アルミニウムろう接
アルミニウムろう接は、アルミニウムやその合金を接合するためのプロセスです。アルミニウムは軽量でありながら強度が高く、特に航空機や自動車の製造で多く使用されています。アルミニウムろう接には、特別なろう材とフラックスが必要です。
アルミニウムろう接の特徴
● 軽量で高強度の接合が可能
● 熱伝導性が非常に高い接合
● 腐食に対する耐性がある接合
低温ろう接
低温ろう接は、電子機器や精密機器における接合で多用され、一般的には摂氏450度未満で行われます。ろう材としては、主に錫(すず)を主体とした合金が使用され、接合にはフラックスを併用することで接合面の酸化を防ぎます。
鉛フリーろう接
環境保護や人体への影響を考慮して、現在では鉛フリーのろう接が主流となっています。鉛フリーろう材には、主に錫と銅、銀などの合金が使われます。鉛を含まないことで環境負荷が少なく、RoHS(有害物質使用制限指令)にも準拠しています。
鉛フリーろう接の特徴
● 環境に優しい接合
● 鉛を含むものより若干高い融点を持つ接合
● 鉛フリー材料特有の脆性が問題となることもある
鉛含有ろう接
古くから電子機器に使用されてきた鉛含有ろう接では、錫鉛(Sn-Pb)合金が使われます。鉛を含むことで、融点が低く作業が容易ですが、環境や健康への悪影響から、現在では規制が進んでいます。
鉛含有ろう接の特徴
● 融点が低く、作業が簡単
● 接合強度が比較的高い
● 環境への配慮が必要
ろう接で使用される材料
ろう接で使用される材料には、ろう材(充填材)と母材(ベースメタル)の両方が含まれます。それぞれの材料の選択は、接合する金属や用途によって異なります。
ろう接で使用されるろう材

ろう材は、母材の接合に使用される材料で、母材よりも融点が低い必要があります。ろう材の選択は、母材の種類やろう接の方法によって異なり、一般的には以下のような種類が使用されます。
| 銀合金 | 非常に強固な接合。高熱伝導性な為、空調機器や冷却装置で多用 |
|---|---|
| 銅合金 | 耐熱性と耐食性が優れ、高温での接合に最適 |
| 錫合金 | 主に電子機器に使用。錫と鉛の合金や鉛フリーの錫銅合金に使用 |
| ニッケル合金 | 高温や腐食環境に使用。航空宇宙や化学プラントで多用 |
ろう接で使用される母材

ろう接で接合する母材は、鉄、ステンレス、アルミニウム、銅、黄銅など多岐にわたります。母材の種類によって、使用するろう材やろう接プロセスが異なり、各材料にはそれぞれの特性が求められます。
| 鉄 | 多くの工業製品で使われる材料で、ろう接に適したろう材が多い |
|---|---|
| ステンレス | 耐腐食性が高いため、特別なろう材やフラックスが必要 |
| アルミニウム | 軽量で強度が高い。航空機や自動車の製造で多用 |
| 銅・黄銅 | 熱伝導性が高く、空調機器やヒートエクスチェンジャー接合に多用 |
ろう接の溶接方法と手順
ろう接は、以下の基本的な手順で行われます。
STEP1
接合面の準備
母材の表面を清潔に保ち、酸化物や汚れを取り除きます。特に、酸化はろう材の濡れ性を悪化させるため、適切な表面処理が重要です。
STEP2
フラックスの適用
フラックスを接合面に塗布することで、酸化を防ぎ、ろう材の流動性を高めます。
STEP3
加熱
接合面をろう材の融点以上に加熱します。このとき、母材が過剰に加熱されないように注意が必要です。
STEP4
ろう材の供給
ろう材を加熱された接合面に供給し、母材とろう材が一体化するようにします
STEP5
冷却
ろう材が固化し、接合が完了した後、ゆっくりと冷却します。
ろう接の応用と利点
ろう接は、次のような利点があるため、さまざまな分野で広く使用されています。
| 低温での接合 | 母材を溶かさずに低温で作業でき、変形や劣化を最小限に抑える |
|---|---|
| 異種材料の接合 | 異なる金属や材料同士を接合でき、複雑な構造物や製品に最適 |
| 精密な接合 | 精密機器や小型部品の接合に最適。高い信頼性を持つ接合が可能 |
溶接の加工実績

真空バルブのTIG溶接
融点3380℃と金属の中で最も高融点のタングステンまたはタングステン合金を電極とし使用
オールステンレス製の溶接
青のビニールテープの箇所はSUS430、それ以外の部分にはSUS304の複合製品です。

ブラケットのTIG溶接
溶接後の反り・歪みと角を溶かさないように気をつけ、ビードも綺麗に出ています。

大型バルブのTIG溶接
ピンホールができないように注意を払うことがポイントです。

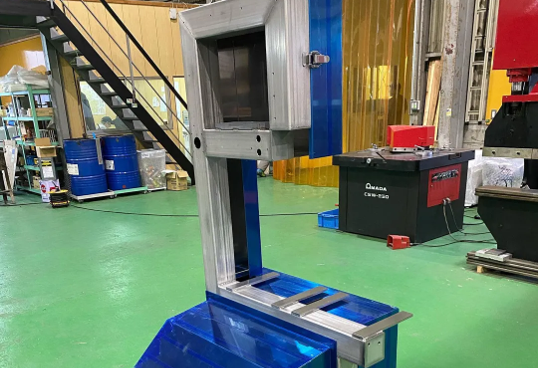
検査用架台の溶接
材料取りと溶接時の歪み、反りに注意しながらの取り付けに配慮。
.png)
ステンレスラックの溶接
スペースが限られる為、サイズを確認して寸法しました。



