
木の棒をくっつけた状態で、高速回転させることで発生する摩擦熱を使い、発火させる原理から生まれた溶接方法です。溶接母材を接触させ、高速回転することで発生する摩擦熱を利用し金属同士を接合する溶接方法で、1954年に旧ソ連で誕生したといわれています。ほかの溶接の方法であるアーク溶接やガス溶接と比較したときに、環境にやさしい溶接方法とされています。その理由として挙げられるのは、摩擦熱以外の熱源が不要な溶接方法である点や、溶接棒やフラックスを必要としない溶接方法である点、スパッタやガスがでない溶接方法である点などが挙げられます。
摩擦圧接の特徴

接合面を加圧し母材の融点以下の温度で加熱することで、溶かさないままで溶接母材を接合する固相接合であるため、溶融が困難な金属や異種金属の接合ができ、さらにその強度が頑丈であることと再現性があるため安定品質という特徴が挙げられます。また、接合面の摩擦熱を利用することから、接合箇所以外での熱影響がほぼ少ないという点も大きな特徴です。ほかにも、摩擦圧接は「摩擦推力」と「回転数」と「時間」の三要素の掛け算で行います。この「摩擦推力」と「回転数」と「時間」の三要素は、数値管理を行うことが可能であるため、無人化で自動制御が可能です。ファクトリオートメーションでもはば広く活用されている溶接方法です。
摩擦圧接のメリット
材料費のコストダウン
同材質、異径材摩擦圧接することにより、丸棒の削り出しより材料費、加工費の削減をする事ができます。異種金属を摩擦圧接することにより、必要な部分だけ高価な材料を使用し、その他は安価な材料に置き換えることが可能です。
加工費のコストダウン
一体加工が非常に困難な形状の製品の場合、二つに分割し一部を加工後摩擦圧接することにより加工を簡単にすることができます。
溶接の加工実績
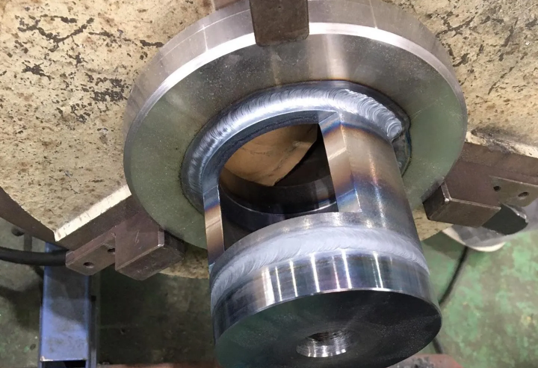
真空バルブのTIG溶接
融点3380℃と金属の中で最も高融点のタングステンまたはタングステン合金を電極とし使用
オールステンレス製の溶接
青のビニールテープの箇所はSUS430、それ以外の部分にはSUS304の複合製品です。

ブラケットのTIG溶接
溶接後の反り・歪みと角を溶かさないように気をつけ、ビードも綺麗に出ています。

大型バルブのTIG溶接
ピンホールができないように注意を払うことがポイントです。

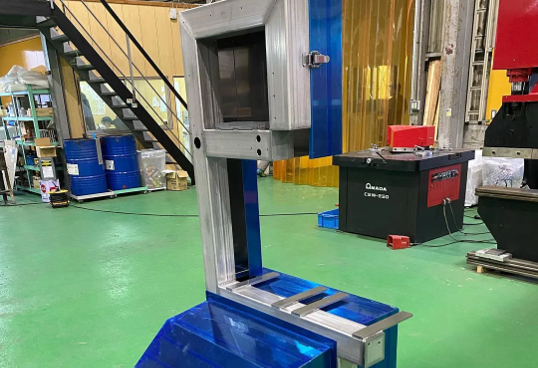
検査用架台の溶接
材料取りと溶接時の歪み、反りに注意しながらの取り付けに配慮。

ステンレスラックの溶接
スペースが限られる為、サイズを確認して寸法しました。
その他オススメしている溶接コンテンツ
-
![溶接のプロ集団 | 株式会社 無双[大阪]](https://musou-welding.com/wp/wp-content/uploads/2020/11/sliderPhoto_02-150x150.jpg)
-
溶接手法の1つ「アーク溶接」とは?
溶接の加工法は、大きく分けて「融接」「圧接」「ろう接」の3つに分けられます。この「融接」の中にも、アーク溶接、電子ビーム溶接、レーザー溶接、プラズマアーク溶接などがありますが、その中でも主流になるのが「アーク溶接」です。
続きを見る
-
-
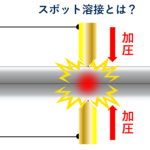
スポット溶接とは
スポット溶接(Spot Welding)は、金属を接合するための溶接手法の一種です。この方法では、金属板の表面に電極を押し当て、電流を流して金属を加熱し、その後急冷することで接合を行います。主に薄板金 ...
続きを見る
グループ会社のご紹介

不二新製作所
私たち株式会社 不二新製作所が得意とするのは、ガンドリルマシン・BTAマシンによる深穴加工・細穴加工です。ガンドリルマシン・BTAマシン・CNC複合旋盤・マシニングセンターを複数台設置、徹底した工程の効率化と高度化を図り、国内だけでなく、世界中から寄せられる様々な深穴加工・細孔加工を始めとしたニーズにお応えしています。
お問い合わせはこちら
溶接案件ご依頼の流れ

ご依頼の流れ
私たち株式会社 不二新製作所が得意とするのは、ガンドリルマシン・BTAマシンによる深穴加工・細穴加工です。ガンドリルマシン・BTAマシン・CNC複合旋盤・マシニングセンターを複数台設置、徹底した工程の効率化と高度化を図り、国内だけでなく、世界中から寄せられる様々な深穴加工・細孔加工を始めとしたニーズにお応えしています。
